
監診實績

應用領域

常見問題
長晶爐熔湯液面已有肉眼可辨識的抖動現象,如何找出異常振動源?
監診實績|長晶爐熔湯液面已有肉眼可辨識的抖動現象,如何找出異常振動源?#半導體領域
#轉子馬達
#PHM
#預知保養
晶圓 Wafer 是半導體製造積體電路中,最重要的材料。如何監診長晶爐?預防長晶爐的異常抖動造成晶種生成的不良現象?
長晶爐與晶圓
晶圓Wafer
是半導體製造積體電路中,最重要的材料。影響晶種生成品質因素很多,單晶矽圓片由普通矽砂拉製柴可拉斯基法將此多晶矽熔解,再於溶液內摻入一小粒的矽晶體晶種,然後將其慢慢拉出,以形成圓柱狀的單晶矽晶棒,由於矽晶棒是由一顆小晶粒在融熔態的矽原料中逐漸生成,此過程稱為「長晶」。而在長晶的過程中,若是有異常振動,容易造成純度不良、雜質分佈不平均、生長異常等。

解決與監測說明
VMS-PH 設備動態分析儀
調查重點 找出液面抖動原因並設計數據化管控方式為本次調查重點。
檢測辦法 液面抖動較大機台(長晶爐1)與抖動情況正常機台(長晶爐2)分析出可能的振動原因產生點。
儀器設備 使用VMS®-PH動態品質分析儀先比較離坩鍋最靠近點振動情況。
優化程序 將液面抖動情況數據化,藉此來幫助日後晶棒生產流程品質管控。
量測狀況
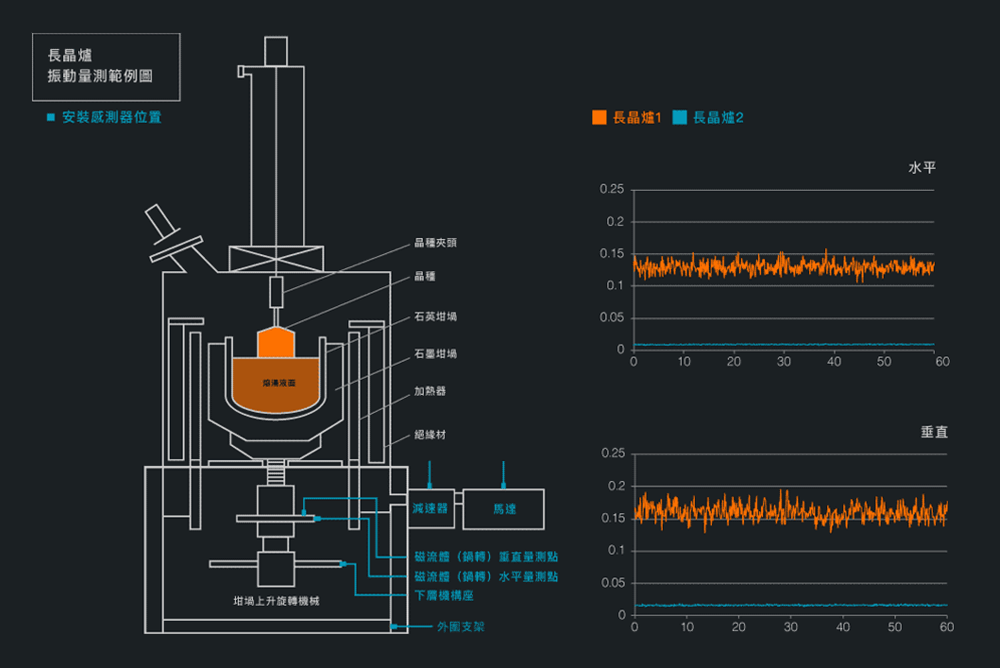
如何監測長晶爐振動異常
找出影響長晶爐的振動來源
利用 VMS®-PH 動態品質分析儀量測比較正常與異常的機台,將感測器安裝於適當量測點(如下圖),進行分析。我們可以從結果中了解水平與垂直向振動量測長晶爐1所測得數據皆遠大於長晶爐 2,人為經驗判斷與數據結果吻合(肉眼見長晶爐 1 抖動較長晶爐 2 大),故此量測點數據建議可做為日後判斷液面抖動情況的數據標準,可藉由此量測點的數據累積,建立液面抖動是否合乎標準的品質門檻。
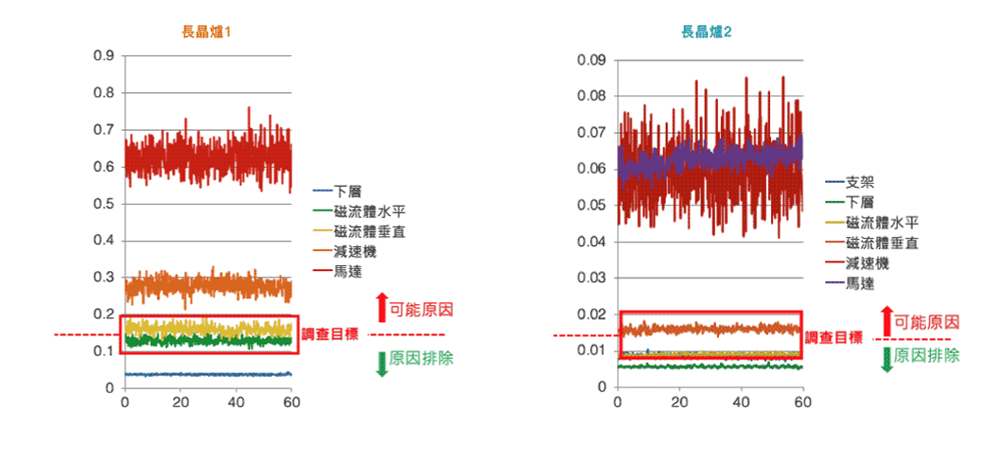
坩鍋可能振動源調查分析
振動來源調查
左圖是量測長晶爐 1 的結果,明顯得到下層機構座振動遠小於磁流體水平、垂直,排除下層結構為坩鍋振動來源。右圖是量測長晶爐 2 的結果,下層機構座與支架振動也遠小於磁流體水平、垂直,故排除支架及下層結構為坩鍋振動來源。由長晶爐1與長晶爐2振動源調查分析收斂量測點排除下層結構量測點、排除支架量測點,故調查馬達與減速機振動情況差異。
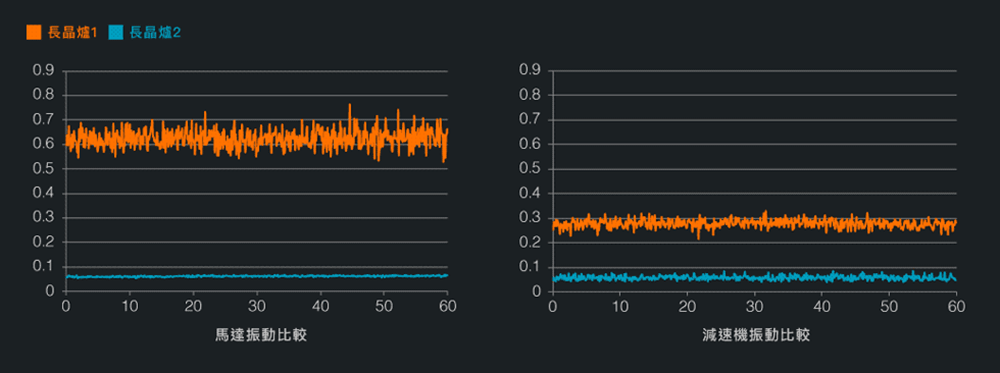
馬達與減速機量測
製程精密複雜的設備機台
減速機振動基本上由馬達帶動,長晶爐2馬達振動量與減速機振動量相當,長晶爐1馬達振動量明顯較大,振動經由聯軸器傳至減速機後變小,長晶爐1馬達可能為振動異常原因
測量結論
振動來源
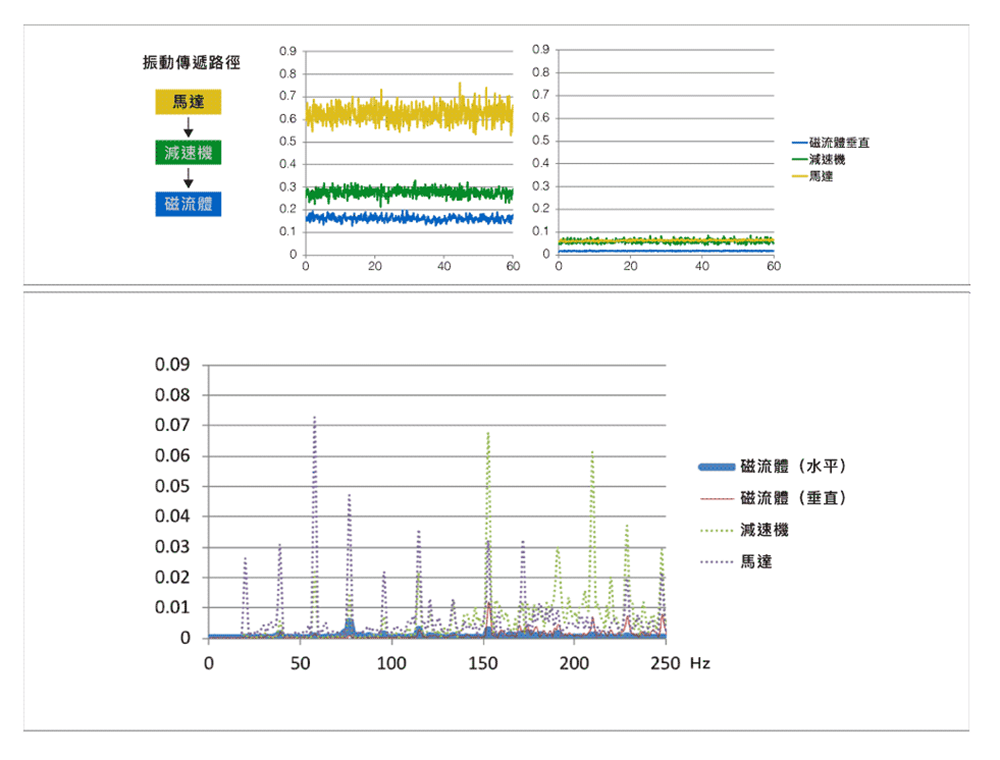
頻譜驗證 頻譜分析振動傳遞率,藉由振動成分分析,可再次驗證說明磁流體上的振動成分皆來自於馬達與減速機。振動傳遞路徑為馬達 > 減速機 > 磁流體,若日後減速機振動大於馬達,可能為減速機異常:若日後磁流體振動大於減速機,可能為磁流體異常。(如下圖) 經由長晶爐 1 與長晶爐 2 量測比較,可以得知,振動來源非外部機台干擾或是下層構造因素。熔湯液面抖動主要原因為馬達振動異常過大。
保養建議
建議以保養或修復馬達為減緩熔液面抖動情況的首要動作,馬達品質越好就越可以降低其他設備部件的磨損率。
藉由 VMS®-PH 設備動態分析儀,以磁流體量測點建立一個液面抖動的標準門檻,將液面抖動情況數據化管理,加快日後異常排除的速度及維持產線稼動率。
現階段可針對磁流體量測點建立巡檢機制,來確保液面抖動情況可受到管控。磁流體量測點建立門檻後,可做為一個長時間的自動監測點,確保晶棒生長過程中液面抖動情況有受到控制,若抖動發生亦可第一時間得知並進行調整參數,確保晶棒保有較多的可利用區域。

VMS-PH 設備動態分析儀
精確找到設備問題癥結點
尋找半導體領域相關量測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
