
監診實績

應用領域

常見問題
晶圓研磨主軸該如何執行量測?
監診實績|晶圓研磨主軸該如何執行量測?#半導體領域
#轉子馬達
#預知保養
研磨製程中,深切影響晶圓品質的主軸由於具有護蓋外殼量測數據容易有雜訊,該如何執行量測?
半導體研磨製程
半導體研磨製程是半導體製造中的一個重要步驟,通常用於微細化和平整化半導體晶片上的不同層次。半導體研磨的主要目的是製造薄型的晶片層,並確保層之間的平整度和表面品質。尤其以先進封裝技術需要更好的散熱性能,而研磨可以幫助製造更薄的晶片,同時提高散熱性能,改進電子元件的性能。
研磨製程使用研磨機械設備,其中包括研磨盤、主軸、磨料等元件。這些機械設備能夠以高精度控制的方式將晶片表面進行微細研磨。而研磨設備中,研磨主軸和主軸馬達是兩個重要的元件,它們之間的關係對於研磨的效果和製程穩定性至關重要。
研磨主軸的運動需要高度的精確控制,以確保研磨過程中的精度和表面品質。主軸馬達應能夠提供精確的速度和位置控制,以確保主軸能按照預定的參數進行運動。研磨過程中的振動可能對最終產品的品質產生不良影響。良好的馬達應具有低振動和高穩定性,以確保研磨主軸在運動過程中保持平穩。
因此我們藉由管理主軸來確保研磨品質,由於主軸是設備中的核心,具有護蓋保護,量測時若將感測器貼於主軸上,容易會有背景值的干擾,該如何執行量測?
監測說明
VMS-PH 設備動態分析儀 + VMS-RM轉子品質管理系統
利用 VMS-PH 設備動態分析儀分別在有無負載的狀況下運行,找出最適合安裝感測器的量測位置,並藉由 VMS-RM 轉子品質管理系統 長時間監測了解設備狀態進行趨勢化管理及預知保養的依據。
量測狀況

1. 無負載靜止升速至30rpm動態分析比較
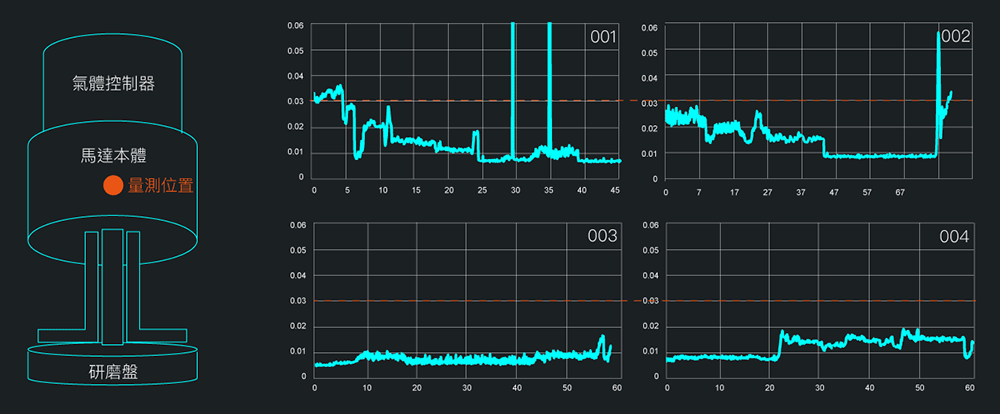
結果:排除背景跳動因素馬達本體運轉皆低於 0.03,可作為負載量測比對位置
2.有負載動態分析比較
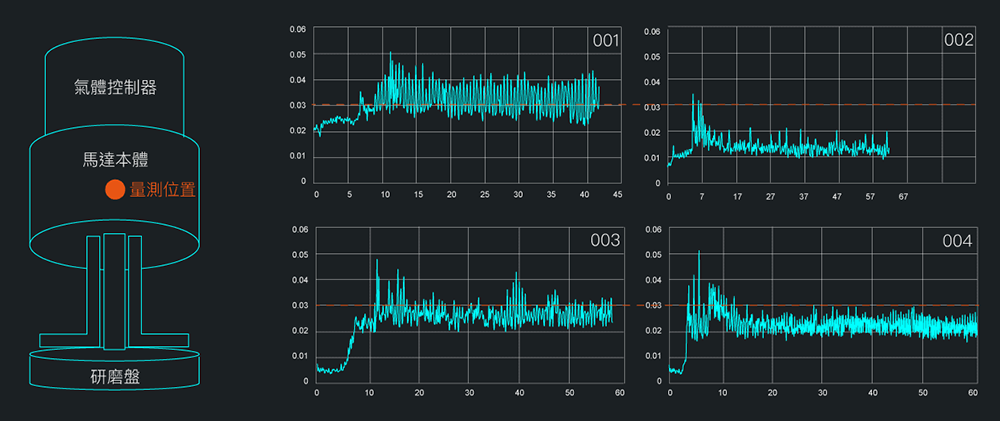
結果:從靜止開始下壓研磨的動態分析比較,以0.03 做門檻。
可得知001振動較大、002 最小,H1 > H3 > H4 > H2
3.有負載研磨液不同動態分析比較(量測位置:馬達本體)
研磨介質: 水

研磨介質:研磨液

結果:研磨液的動態訊號略大於水。
4.有負載研磨液維修前後動態分析比較(量測位置:馬達本體)
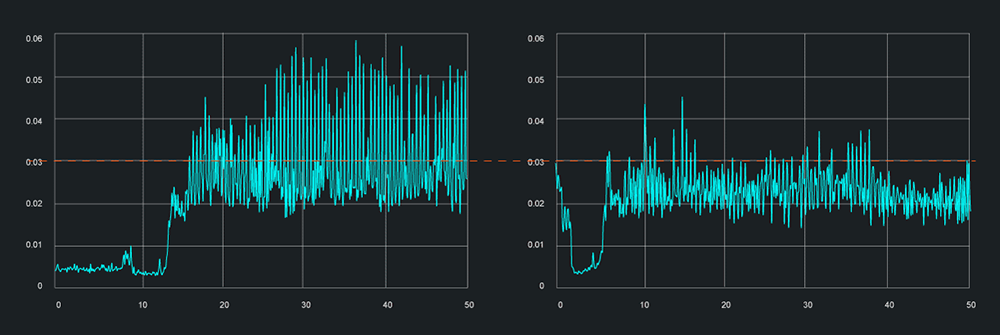
結果:維修後已降至0.03mm/s !
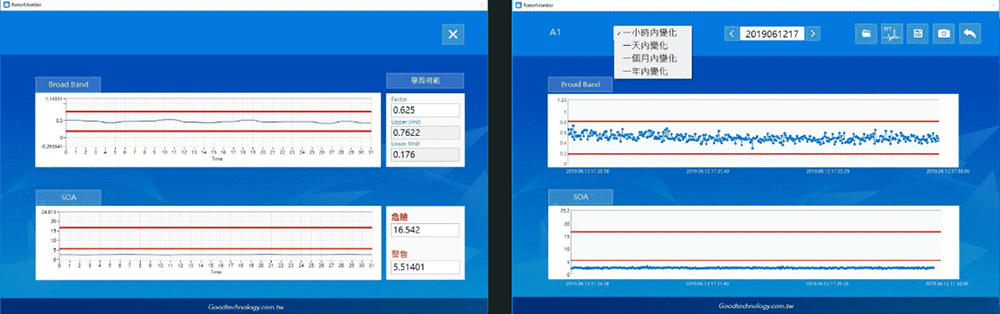
5.機台工作狀況趨勢化管理
測量結論
主軸護蓋軸向由於背景干擾,因此馬達本體為最佳量測位置。離主軸最近,可清晰得到研磨訊號。另外,研磨液的動態訊號略大於水。
利用RM學習當下機台振動Broadband值、頻譜量作為監控依據。隨著機台運行的變化進行工作狀況趨勢化管理,能夠提早發現機台變化,並提供預知保養的依據。
轉子健康監測系統 有線式
尋找馬達品質相關監測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
