
监诊实绩

应用领域

常见问题
长晶炉熔汤液面已有肉眼可辨识的抖动现象,如何找出异常振动源?
监诊实绩|长晶炉熔汤液面已有肉眼可辨识的抖动现象,如何找出异常振动源?晶圆 Wafer 是半导体制造积体电路中,最重要的材料。如何监诊长晶炉?预防长晶炉的异常抖动造成晶种生成的不良现象?
长晶炉与晶圆
晶圆 Wafer
是半导体制造积体电路中,最重要的材料。影响晶种生成品质因素很多,单晶矽圆片由普通矽砂拉制柴可拉斯基法将此多晶矽熔解,再于溶液内掺入一小粒的矽晶体晶种,然后将其慢慢拉出,以形成圆柱状的单晶矽晶棒,由于矽晶棒是由一颗小晶粒在融熔态的矽原料中逐渐生成,此过程称为「长晶」。而在长晶的过程中,若是有异常振动,容易造成纯度不良、杂质分布不平均、生长异常等。

解决与监测说明
VMS-PH 设备动态分析仪
调查重点 找出液面抖动原因并设计数据化管控方式为本次调查重点。
检测办法 液面抖动较大机台(长晶炉1)与抖动情况正常机台(长晶炉2)分析出可能的振动原因产生点。
仪器设备 使用VMS®-PH动态品质分析仪先比较离坩锅最靠近点振动情况。
优化程序 将液面抖动情况数据化,借此来帮助日后晶棒生产流程品质管控。
量测状况
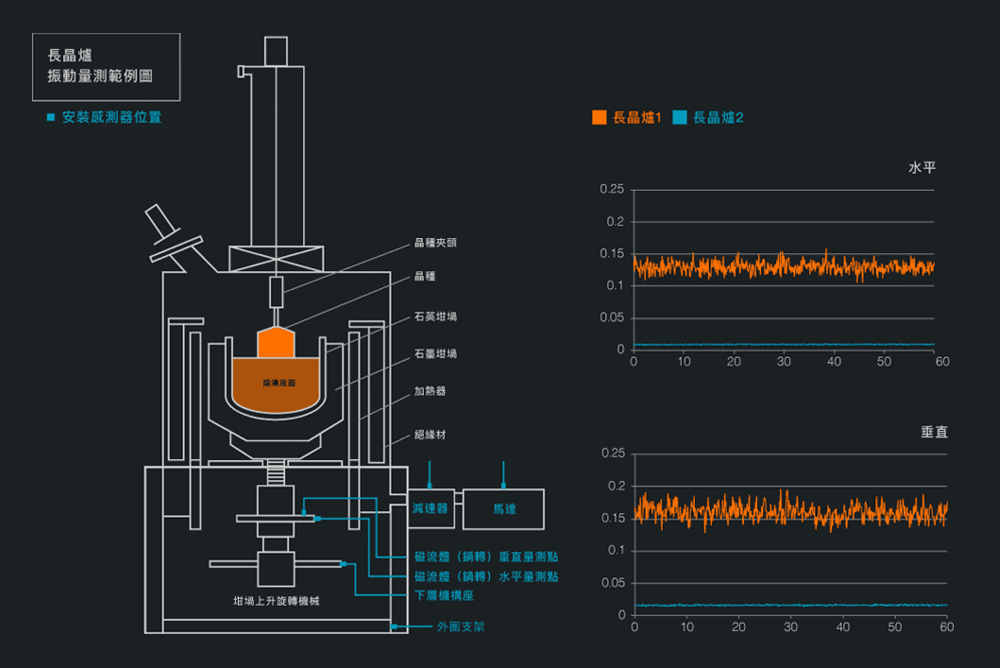
如何监测长晶炉振动异常
找出影响长晶炉的振动来源
利用 VMS®-PH 动态品质分析仪量测比较正常与异常的机台,将感测器安装于适当量测点(如下图),进行分析。我们可以从结果中了解水平与垂直向振动量测长晶炉1所测得数据皆远大于长晶炉2,人为经验判断与数据结果吻合(肉眼见长晶炉1 抖动较长晶炉 2 大),故此量测点数据建议可做为日后判断液面抖动情况的数据标准,可藉由此量测点的数据累积,建立液面抖动是否合乎标准的品质门槛。
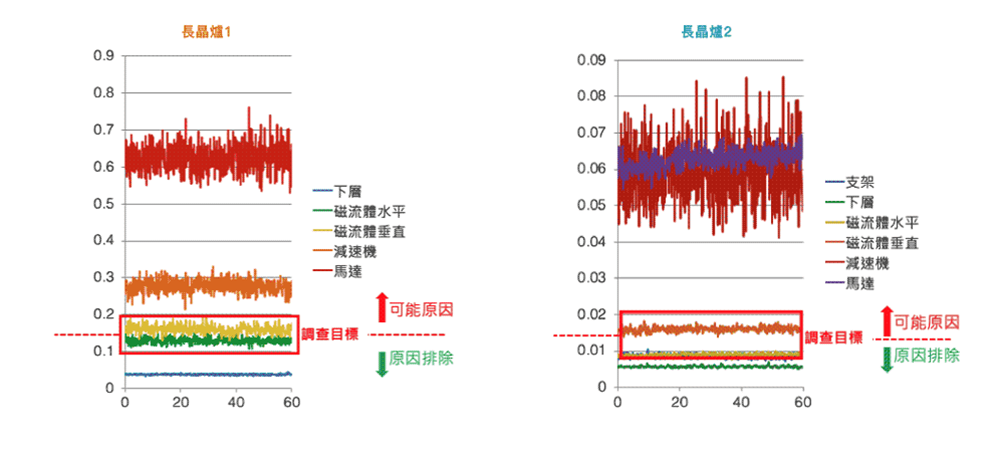
坩锅可能振动源调查分析
振动来源调查
左图是量测长晶炉 1 的结果,明显得到下层机构座振动远小于磁流体水平、垂直,排除下层结构为坩锅振动来源。右图是量测长晶炉 2 的结果,下层机构座与支架振动也远小于磁流体水平、垂直,故排除支架及下层结构为坩锅振动来源。由长晶炉1与长晶炉2振动源调查分析收敛量测点排除下层结构量测点、排除支架量测点,故调查马达与减速机振动情况差异。
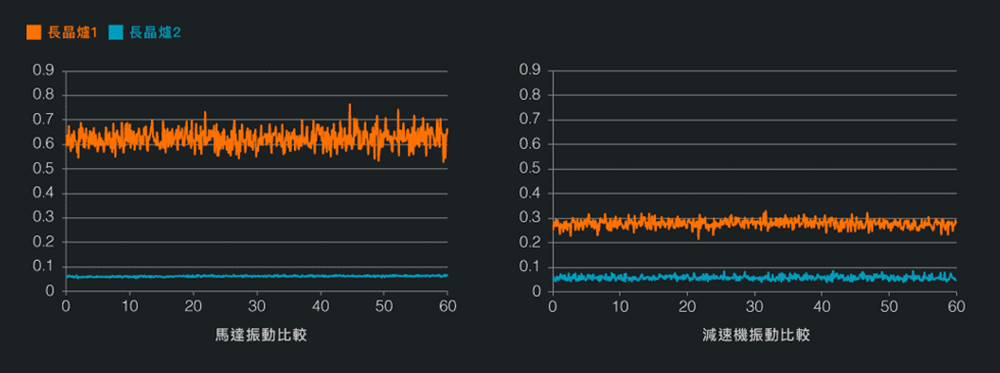
马达与减速机量测
制程精密复杂的设备机台
减速机振动基本上由马达带动,长晶炉2马达振动量与减速机振动量相当,长晶炉1马达振动量明显较大,振动经由联轴器传至减速机后变小,长晶炉1马达可能为振动异常原因
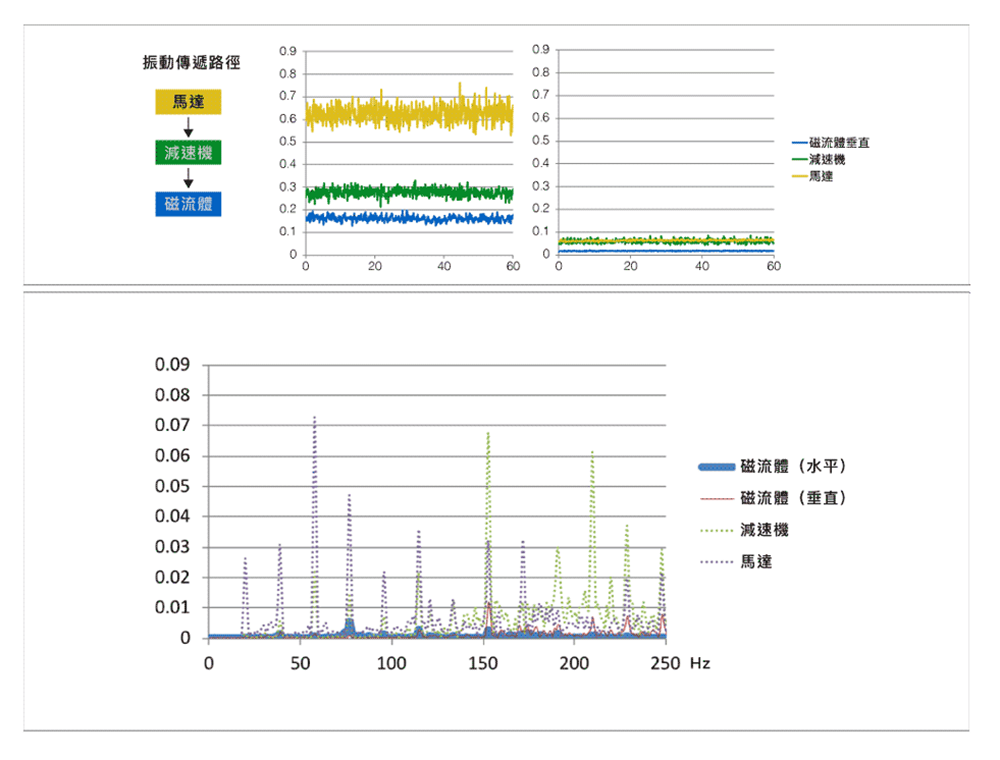
测量结论
振动来源
频谱验证 频谱分析振动传递率,藉由振动成分分析,可再次验证说明磁流体上的振动成分皆来自于马达与减速机。振动传递路径为马达> 减速机> 磁流体,若日后减速机振动大于马达,可能为减速机异常:若日后磁流体振动大于减速机,可能为磁流体异常。 (如下图) 经由长晶炉 1 与长晶炉 2 量测比较,可以得知,振动来源非外部机台干扰或是下层构造因素。熔汤液面抖动主要原因为马达振动异常过大。
保养建议
建议以保养或修复马达为减缓熔液面抖动情况的首要动作,马达品质越好就越可以降低其他设备部件的磨损率。
藉由 VMS®-PH 设备动态分析仪,以磁流体量测点建立一个液面抖动的标准门槛,将液面抖动情况数据化管理,加快日后异常排除的速度及维持产线稼动率。
现阶段可针对磁流体量测点建立巡检机制,来确保液面抖动情况可受到管控。磁流体量测点建立门槛后,可做为一个长时间的自动监测点,确保晶棒生长过程中液面抖动情况有受到控制,若抖动发生亦可第一时间得知并进行调整参数,确保晶棒保有较多的可利用区域。

VMS-PH 设备动态分析仪
精确找到设备问题症结点