
監診實績

應用領域

常見問題
加工機結構組成複雜,如何找出加工機異常原因?
監診實績|加工機結構組成複雜,如何找出加工機異常原因?#加工製造
#PHM
#預知保養
綜合加工機組成結構複雜,一有小部件發生異常,將反映在產品上,該如何快速排查異常掌握加工機品質呢?
綜合加工機製程特點
加工機設備是利用馬達動力,皮帶結構帶動旋轉工件與刀具,產生切削作用進行加工動作,透過數位化電腦輔助的生產方式進行製造,讓生產的過程能夠更精確、更有效率。其用途相當廣泛,在部分製程中為確保產品精密度會以機械手臂取代人力做運送的動作完成流程。隨著加工製程越來越精密,綜合加工機的部件也就更為複雜,各個部件彼此互相作用、互相影響,一但發生異常,就會造成產品品質的不良,該如何確保加工機的品質狀態,避免機台主軸磨損及製程異常呢?

影響製程品質的加工機主軸
綜合加工機大致上主要部件由主軸、複合式傳動機構及驅動移動機構等所組成。其中以加工機主軸品質影響製程品質最大也最為重要,如能確保主軸品質,就能掌握設備的主要狀態。主軸有各式狀態如:直結式、齒輪、皮帶、及內藏式主軸等。
铣床台 X 軸工作路徑紀錄
由於加工機機台組成複雜,外殼鈑金與工作台彼此的共振關係也會影響產品抖動或異常磨損,因此也必須確認主軸作動時其工作路徑是否有振動異常,而螺桿滑軌是否會有連帶異常振動影響。
機械手臂抖動間接影響產品
當發生產品損傷時,有可能不只是因為工具機的問題,因為部分製程會為確保產品精密度將以機械手臂代替人力進行運送,當運送過程中出現異常,有可能會導致產品損傷或位置偏移,因此連帶運送手臂也相當重要,我們也一併加入監測。
解決與監測說明
VMS-PM 機械動態分析儀
藉由機械動態分析儀進行排查檢測,以下我們利用 VMS-PM機械動態分析儀 了解綜合加工機各部件結構之狀態。要掌握主軸狀態我們可藉由『主軸振動品質』、『動平衡』量測功能來了解。利用『轉速間振動品質』功能檢測铣床台X軸工作路徑振動,以及藉由『頻譜分析』比較機械手臂的動態訊號的量測分析比較。
量測狀況

量測項目說明
#主軸品質:主軸振動品質、主軸動平衡量測。
#铣床台 X 軸工作路徑振動紀錄:X軸動作,外殼板金 VS 床台。
#機械手臂動態量測:確認動態訊號是否一致。
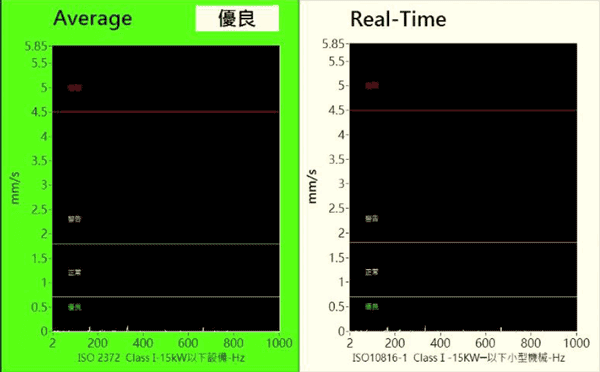
主軸品質套用 ISO 規範
ISO-10816:直結式、齒輪式、皮帶式主軸
量測種類:小型轉子機械、中型轉子機械、大型轉子機械
轉速區間:120-15000 RPM 測試條件:無負載條件下測試
分類原則:功率、軸高、結構 (饒性 or 剛性)
ISO-17243:內藏式主軸
軸承種類限制:滾動軸承
轉速區間:600-30000 RPM 主軸類型:內藏式主軸
測試條件:無負載條件下測試 (無切割、無銑削、無研磨)
分類原則:功率、最高轉速、培林型式 (滾珠式、滾柱式)
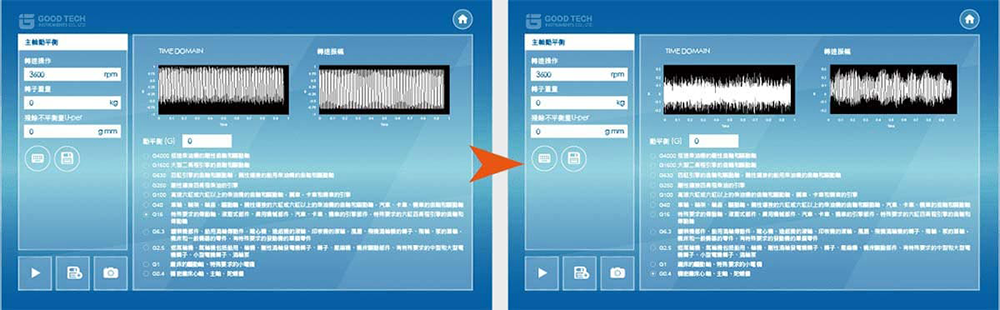
動平衡品質監測
絕大部分的轉子機械會做定期的動平衡校正,來避免因動不平衡造成振動量過大因而導致機械損壞,此功能會監控目前旋轉轉速下的動平衡等級,使用者可設定等級標準,一但等級超出限制,儀器會發出訊息通知。
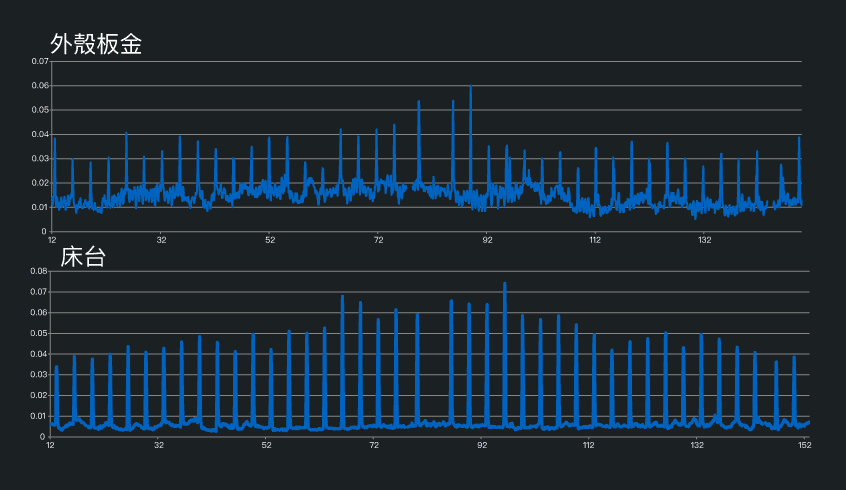
铣床台 X 軸工作路徑振動紀錄
• 每步間隔約3.3-3.4秒
• 可利用間隔與加速度振動訊號來做為X軸動態品質檢驗依據

機械手臂動態量測-訊號比較
1st與2nd具有相同週期,1st週期內第3.2秒有一明顯動態訊號峰值(加速或煞車動作),而2nd並沒有,此為明顯動態差異,建議做後續確認。
測量結論
VMS-PM 機械動態分析儀是專為工具機設備所設計的振動量測分析儀,藉由機械動態分析儀的各種功能,能夠快速排查工具機的各部件狀況,進而避免主軸提早損壞、延長各部件的使用壽命,了解工具機狀態藉以優化製程,達到工具機智能化。
VMS-PM 機械動態分析儀
VMS-PM 機械動態分析儀
輔助工具機智能化
尋找加工製程相關監測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
