
了解更多機械動態分析儀?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682


解決方案

量測儀器

監測系統

物聯網
升級為決策能力的智慧工具機
特點說明
工具機心臟 首要控管主軸品質
您的工具機的主軸狀態良好嗎?主軸是工具機的心臟,因此對於主軸品質的控管要求必須更加嚴格。
VMS®-PM 機械動態分析儀 可針對各式主軸(包含直結式主軸、齒輪式主軸、皮帶式主軸、內藏式主軸等)運轉時的振動品質、動平衡狀況、主軸工作轉速區間共振情況等即時量測,並可當場顯示分析結果。

特點說明
製造業工具機各部件品質控管
工具機本身的檢驗品質外、裝機環境、移動結構的速度、各部件的轉動速度快慢等皆會造成加工品質的影響。
VMS®-PM 機械動態分析儀 可控管其他主要部件如:皮帶輪、齒輪箱等傳動機械、各式移動軸的移動品質與機體結構分析等作即時的量測分析,不論是單軸、三軸、五軸加工機、多軸向移動結構、旋轉台等移動結構皆能即時判別結果,並可作為工具機設計開發的標準研發工具。

特點說明
內建工具機標準值規範
系統內建所有適用 CNC 工具機標準值規範,除了ISO 10816、ISO 17243、環境微振動標準、ISO 1940 動平衡等級標準、動態分析、多通道分析、自然頻率量測功能。
依照 ISO 建議標準規範顯示設備狀態,分為優良、正常、警告、異常等四種狀態,並以不同顏色燈號顯示,讓使用者更容易判別設備狀態。另外固德領先市面上所有監測軟體,新增了最新的 ISO 20816 規範,讓使用者管理馬達轉子部件系列更周全。
特點說明
專為 CNC 工具機 定制的分析儀
VMS®-PM 機械動態分析儀攜帶方便,觸控螢幕、四個感測器接口、及 USB 傳輸孔,供使用者帶機隨處即量。直覺式操作介面,選定規範對應設備瓦數、大小,使用者不需要專業能力也能夠自行檢測機台問題。另有平板式 mini版本,提供操作人員進行簡易量測分析。

專為
工具機而生
對應產業需求,VMS®-PM 機械動態分析儀即為此而生。針對工具機各式主軸、部件作即時的量測分析,並可以當場顯示分析結果,可作為標準的研發工具、品管儀器甚至於在客戶端分析除錯時的最佳檢修工具。
應用範疇
適用於各種加工機品質量測
主軸品質檢測
包含直結、齒輪、皮帶、內藏式主軸等。利用轉子機械非轉動部位的振動量測訊號,來評鑑轉子。
主軸驅動馬達端
設備中有許多動力來源是藉由馬達轉子傳送能量,因此馬達轉子設備的健康也就關係著機台設備健康。
齒輪箱等複合式機構
要知道設備效率是否優良,必定要知道齒輪等傳動裝置是否正常,進而讓能量能順利的傳達到設備中。
螺桿等驅動移動機構
移動、旋轉、往復、停止的過程中等動作皆會有一定程度的振動行為,藉由振動變化來評估製程。
功能說明
UI 功能畫面
主軸振動品質檢測規範
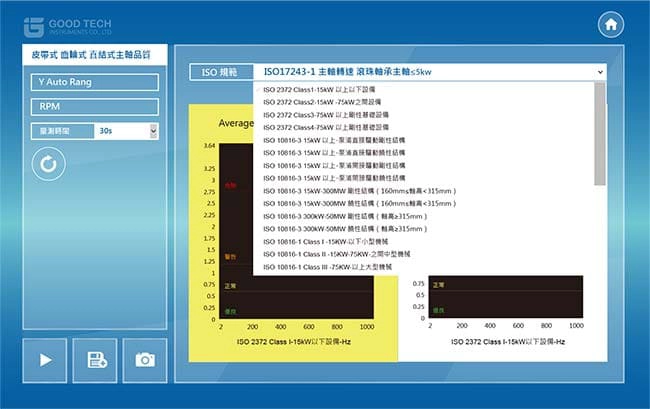
ISO-10816:直結式、齒輪式、皮帶式主軸
量測種類:小型轉子機械、中型轉子機械、大型轉子機械
轉速區間:120-15000 RPM 測試條件:無負載條件下測試
分類原則:功率、軸高、結構 (饒性 or 剛性)
ISO-17243:內藏式主軸
軸承種類限制:滾動軸承
轉速區間:600-30000 RPM 主軸類型:內藏式主軸
測試條件:無負載條件下測試 (無切割、無銑削、無研磨)
分類原則:功率、最高轉速、培林型式 (滾珠式、滾柱式)
主軸動平衡管理:ISO 1940
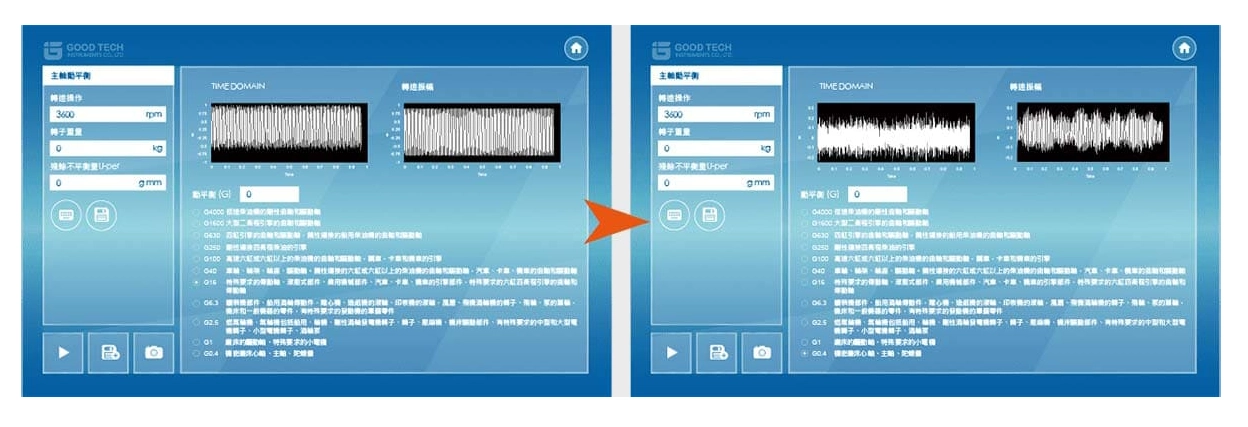
主軸振動不平衡,容易造成刀具磨損或精度誤差,而主軸與刀具往往都是屬於費用較高的部分,當刀具主軸出現異常,也會進一步造成產品不良率提高及損失。絕大部分的旋轉設備、轉子機械會做定期動平衡校正,來避免因振動不平衡造成振動量過大導致機械的損壞。
主軸與共振頻率影響關係
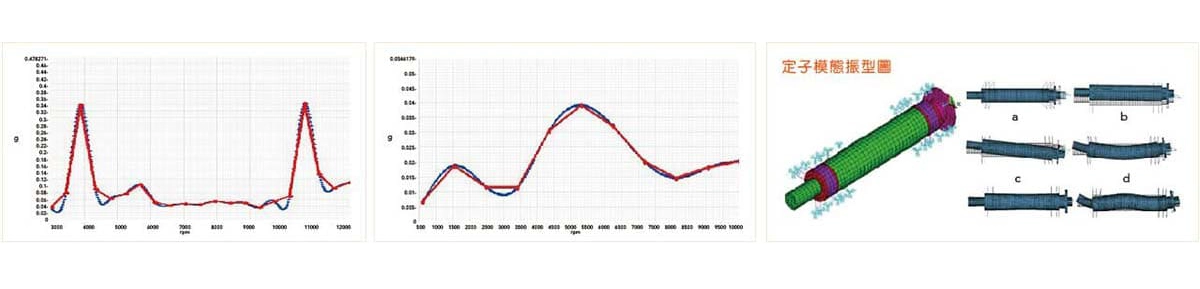
轉動設備若存在共振轉速,應透過設定參數設定,避免機械操作在引發共振頻率之區間動作影響主軸效率。加工機結構由不同部件所組構而成,每一種部件結構所引發的自然頻率,彼此相互影響產生的共振問題也會影響主軸的運轉與壽命。找出共振區間,避開不適合的操作轉速,避免引發共振現象。
工件加工期間動態訊號紀錄與差異監控
VMS®-PM 機械動態分析儀
可紀錄並監控每個工件加工時的動態訊號週期,相同的工件與刀具相對關係,會產生相似的動態訊號。
若工件或刀具有異常情況時,程式會判別相似度差異過大,因而警告使用者檢查工件或刀具異常,並免產生批次的產品異常,節省時間以及異常品成本。
工業 4.0
傳產升級
您準備好為工具機升級智慧化了嗎?專為工具機設計的可攜式的 VMS®-PM 機械動態分析儀,幫助傳統製造業廠區智慧化升級工具機 4.0,適用於各種傳統產業及各式 CNC 加工製造工具機等。
應用說明
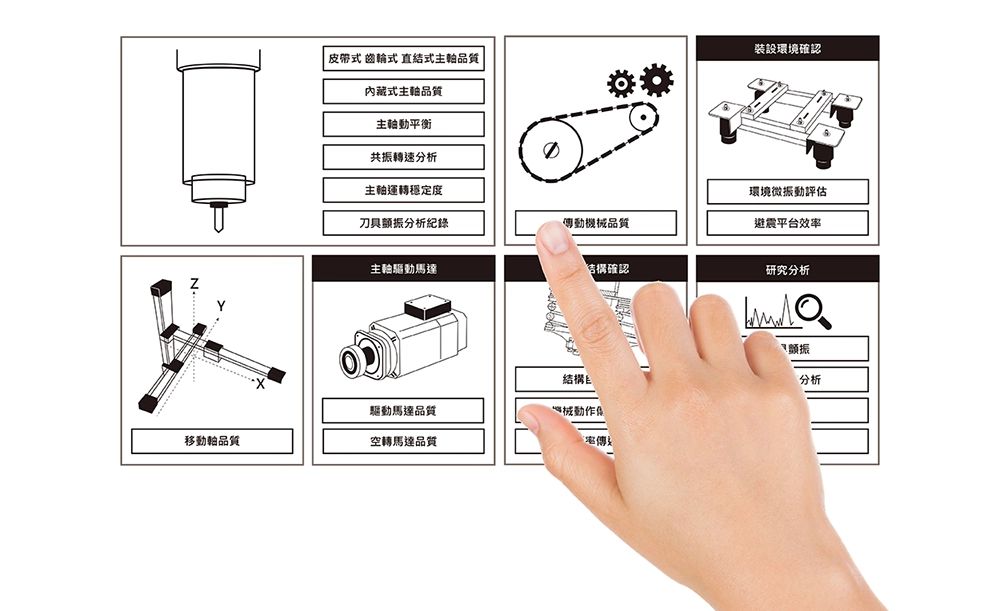
建議量測種類與應用功能
| 量測種類 | 應用功能 |
|---|---|
| 皮帶式 齒輪式 直結式主軸品質 | 根據ISO規範量測各式轉子主軸的品質狀況。 |
| 內藏式主軸品質 | 針對內藏式主軸量測其品質狀況。 |
| 主軸動平衡 | 針對旋轉狀態的主軸,進行動平衡等級與殘餘不平衡量的量測確認。 |
| 共振轉速分析 | 針對可控轉速的主軸,進行量測區間內因轉動振動造成的共振現象紀錄量測。 |
| 主軸運轉穩定度 | 針對主軸運轉後隨時間變化的振動值量測及頻譜分析以檢視運轉的穩定度。 |
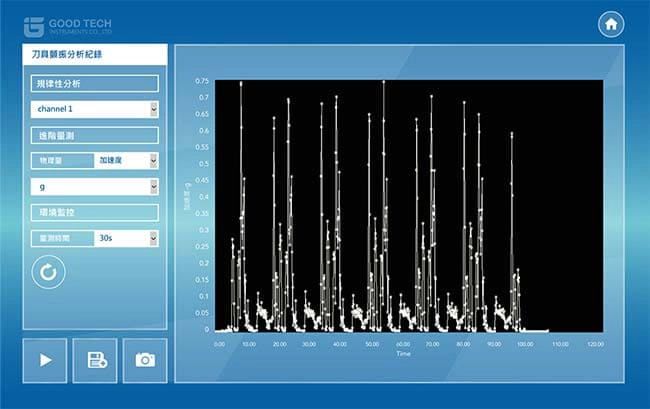
| 刀具顫振分析紀錄 | 刀具組裝後,檢測啟動時的振動值即時變化。 |
| 傳動機械品質 | 自訂變速箱、皮帶輪等傳動機械振動在規範,可調整頻帶寬度及允許公差。 |
| 移動軸品質 | 針對移動軸行進間振動值量測,用以評估是否軌道損傷或是驅動異常。 |
| 加速規增益 | 校正加速規功能。 |
| 驅動馬達品質 | 根據 ISO 規範,量測各式轉子、旋轉機械、馬達系統的品質狀況。 |
| 空轉馬達品質 | 未上負載的馬達品質檢測。 |
| 結構自然頻率 | 利用二軸,找尋物體所產生的共振頻率。 |
| 機械動作傳遞分析 | 同時間開啟多個通道,針對各式振動行為進行振動量測、比較、記錄。 |
| 振動頻率傳遞分析 | 振動頻譜分析功能,量測時域、頻域及各振動單位轉換。 |
| 環境微振動評估 | 根據環境振動建議規範參考建議量測振動目標並分類振動等級。 |
| 避震平台效率 | 量測兩個加速規探頭間訊號差異,可量測振動傳遞率、相位差等。 |
| 刀具顫振 | 刀具組裝後變轉速運轉,確認振動值與頻域變化。 |
| 撞擊訊號分析 | 高速振動動態擷取,針對高速沖壓機構。 |
| 頻譜分析 | 振動頻譜分析功能,量測時域、頻域及各振動單位轉換。 |
| 時頻分析 | 時2D、3D振動值時頻分析。 |
Support
各部件品質控管





了解更多機械動態分析儀?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682