
監診實績

應用領域

常見問題
廠區內工具機眾多,如何排定保養的順序呢?
監診實績|廠區內工具機眾多,如何排定保養的順序呢?#轉子馬達
#加工製造
#預知保養
#數位轉型
在各式自動化設備中,馬達的數量佔最大宗。而以工具機控制精準度來說,以伺服馬達及步進馬達為主。工具機眾多,如何有效快速檢測並排定檢修時程?
伺服馬達運作原理
在各式自動化設備中,馬達的數量佔最大宗。而以工具機控制精準度來說,以伺服馬達及步進馬達為主。什麼是伺服馬達?伺服馬達(Servomotor)分為直流於交流兩種,響應速度較快,可於短時間內達到 2000rpm 以上。
其動作特性是進行位置定位控制和動作速度控制,其主要特點是轉速可以精確控制,速度控制範圍廣,可以安定平順等速運轉之外,還可以根據需求隨時變更速度。在極低速度也可以穩定轉動。能迅速做出正轉與逆轉,也能迅速加減速。在由靜態改為動態運作或由動態改為靜態運作所需費時極短,而且即便有外力附加仍可以保持位置。並在額定容量範圍內瞬間產生大轉矩,輸出功率大且效率也高。來源:維基百科

解決與監測說明
VMS-PH 動態品質動態分析儀
使用 VMS-PH 動態品質動態分析儀比較伺服馬達、滑軌運行動態訊號,並根據比較結果來排定檢修時程。
量測狀況
1.測量位置:滑軌左側啟動馬達垂直向。
測量機台名稱:A、B、C、D、E、F、G、H。
測量目的:伺服馬達品質。
2.測量位置:滑軌右側水平向。
測量機台:A、B、C、F、G、H。
測量目的:滑軌品質。
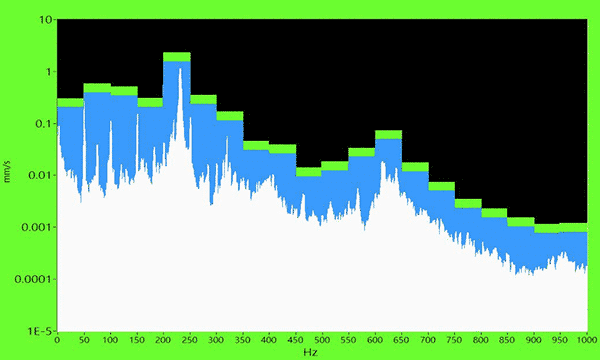
頻譜分析:使用智能頻譜門檻管理機台運行狀況。
1. X軸滑軌左側啟動馬達殼體垂直向測量點
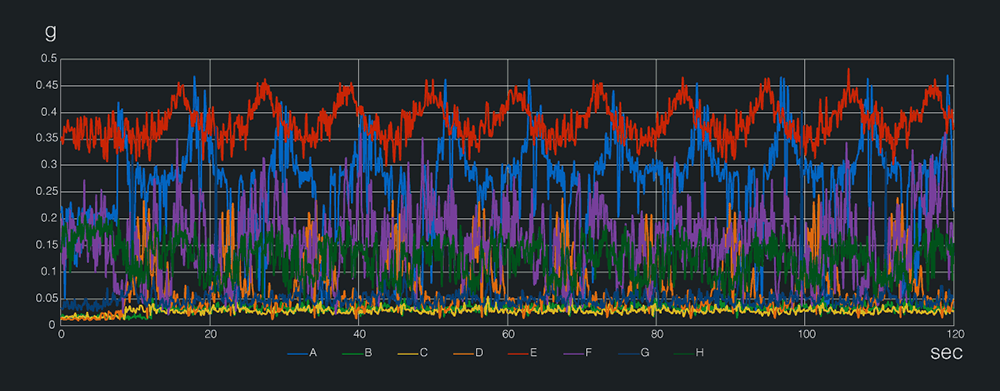
伺服馬達品質
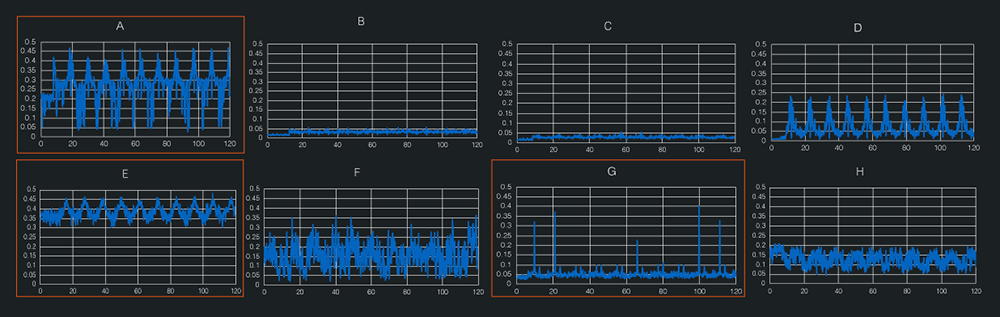
結果:A 與 E 伺服馬達振動量是較大,G 有異常特徵訊號
2. X軸滑軌水平量測點
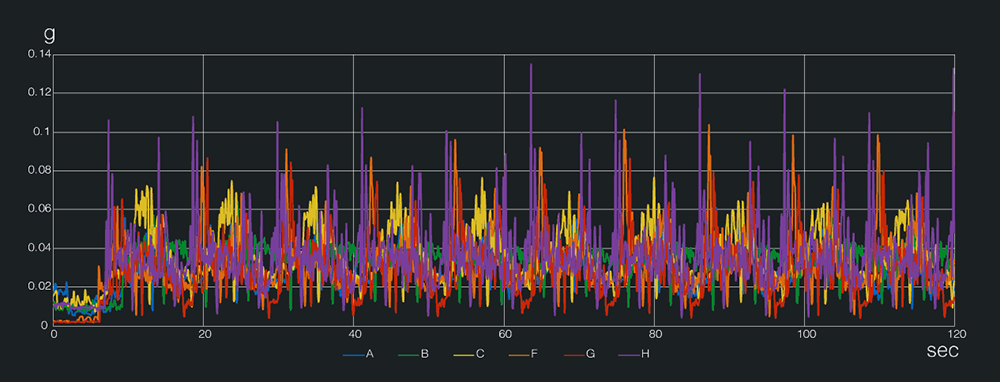
滑軌品質
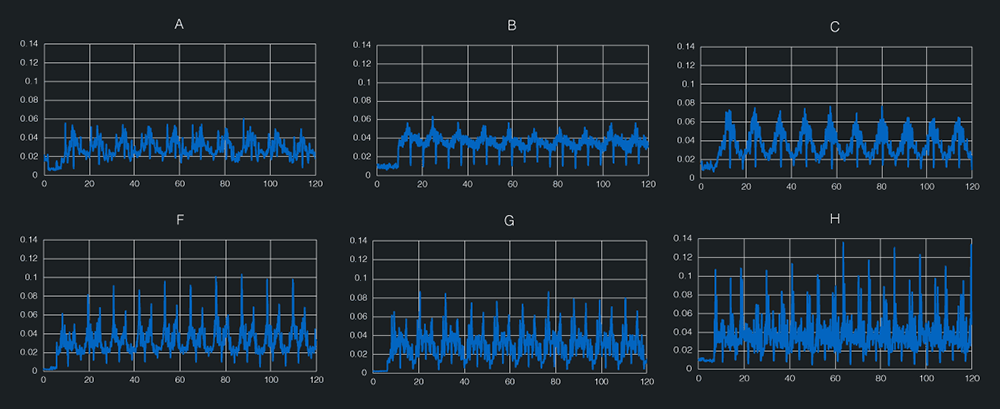
結果:滑軌品質動態分析:HFGCBA
頻譜智能門檻檢測功能
異常頻譜發現告警
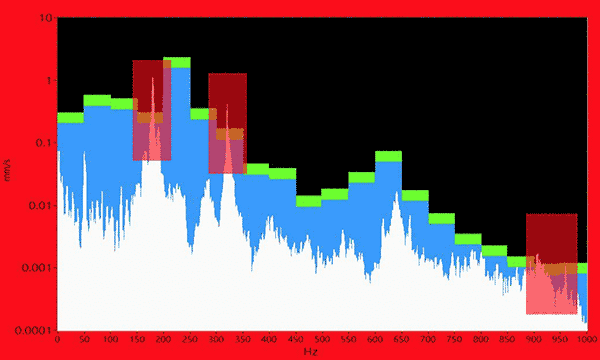
對於X軸可設立各機台的智能門檻,一但有其他頻率相振動產生,即可發生差異。
測量結論
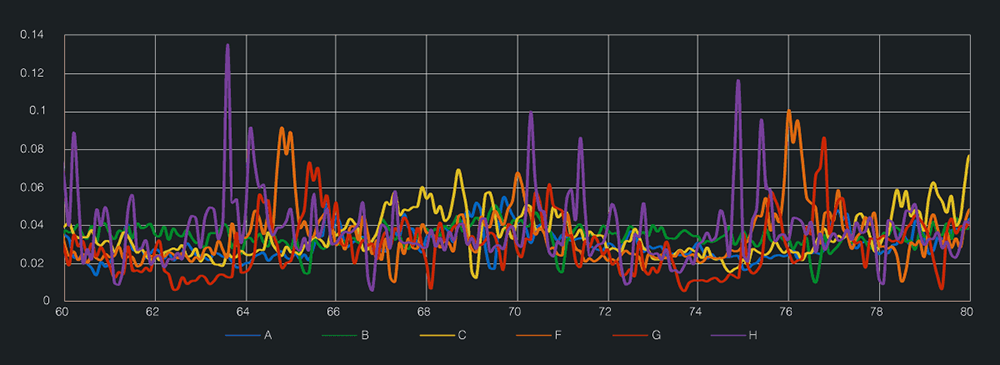
若以X軸滑軌門檻 g 值為 0.08
H 最大、其次 F、G,此三台 g 值偏移其他受測機台最多,可由 H 優先檢查其狀況。
X 軸測量點建議在右側水平向位置量測,對於此次量測機台X軸動態分析應由 HFG 開始檢查其 X 軸動態狀況。
X軸垂直測量點可對於各機台伺服馬達動態訊號作為差異性比較
A、E 最大;G 有異常特徵訊號。頻譜圖分析有助於確認機台頻域分析。
智能門檻設立可快速分辨其頻域差異性,得知機台變化情況。
針對高端儀器設備所設計的振動量測分析儀,內建頻譜分析、時頻分析、振動傳遞率、動態分析等功能,需要分析除錯的機台旁即可作現場的量測分析,幫助使用者快速且精確地找到設備問題的癥結。
VMS-PM 機械動態分析儀
VMS-PH 設備動態分析儀
精確找到設備問題癥結點
尋找加工製程相關監測解決方案?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682
