
监诊实绩

应用领域

常见问题
加工机结构组成复杂,如何找出加工机异常原因?
监诊实绩|加工机结构组成复杂,如何找出加工机异常原因?综合加工机组成结构复杂,一有小部件发生异常,将反映在产品上,该如何快速排查异常掌握加工机品质呢?
综合加工机制程特点
加工机设备是利用马达动力,皮带结构带动旋转工件与刀具,产生切削作用进行加工动作,透过数位化电脑辅助的生产方式进行制造,让生产的过程能够更精确、更有效率。其用途相当广泛,在部分制程中为确保产品精密度会以机械手臂取代人力做运送的动作完成流程。随着加工制程越来越精密,综合加工机的部件也就更为复杂,各个部件彼此互相作用、互相影响,一但发生异常,就会造成产品品质的不良,该如何确保加工机的品质状态,避免机台主轴磨损及制程异常呢?

影响制程品质的加工机主轴
综合加工机大致上主要部件由主轴、复合式传动机构及驱动移动机构等所组成。其中以加工机主轴品质影响制程品质最大也最为重要,如能确保主轴品质,就能掌握设备的主要状态。主轴有各式状态如:直结式、齿轮、皮带、及内藏式主轴等。
铣床台X 轴工作路径纪录
由于加工机机台组成复杂,外壳钣金与工作台彼此的共振关系也会影响产品抖动或异常磨损,因此也必须确认主轴作动时其工作路径是否有振动异常,而螺杆滑轨是否会有连带异常振动影响。
机械手臂抖动间接影响产品
当发生产品损伤时,有可能不只是因为工具机的问题,因为部分制程会为确保产品精密度将以机械手臂代替人力进行运送,当运送过程中出现异常,有可能会导致产品损伤或位置偏移,因此连带运送手臂也相当重要,我们也一并加入监测。
解决与监测说明
VMS-PM 机械动态分析仪
藉由机械动态分析仪进行排查检测,以下我们利用 VMS-PM机械动态分析仪 了解综合加工机各部件结构之状态。要掌握主轴状态我们可藉由『主轴振动品质』、『动平衡』量测功能来了解。利用『转速间振动品质』功能检测铣床台X轴工作路径振动,以及藉由『频谱分析』比较机械手臂的动态讯号的量测分析比较。
量测状况

量测项目说明
#主轴品质:主轴振动品质、主轴动平衡量测。
#铣床台 X 轴工作路径振动纪录:X轴动作,外壳板金 VS 床台。
#机械手臂动态量测:确认动态讯号是否一致。
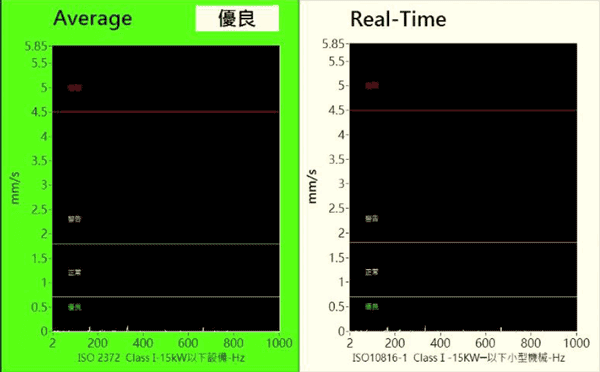
主轴品质套用 ISO 规范
ISO-10816:直结式、齿轮式、皮带式主轴
量测种类:小型转子机械、中型转子机械、大型转子机械
转速区间:120-15000 RPM 测试条件:无负载条件下测试
分类原则:功率、轴高、结构 (饶性 or 刚性)
ISO-17243:内藏式主轴
轴承种类限制:滚动轴承
转速区间:600-30000 RPM 主轴类型:内藏式主轴
测试条件:无负载条件下测试 (无切割、无铣削、无研磨)
分类原则:功率、最高转速、培林型式 (滚珠式、滚柱式)
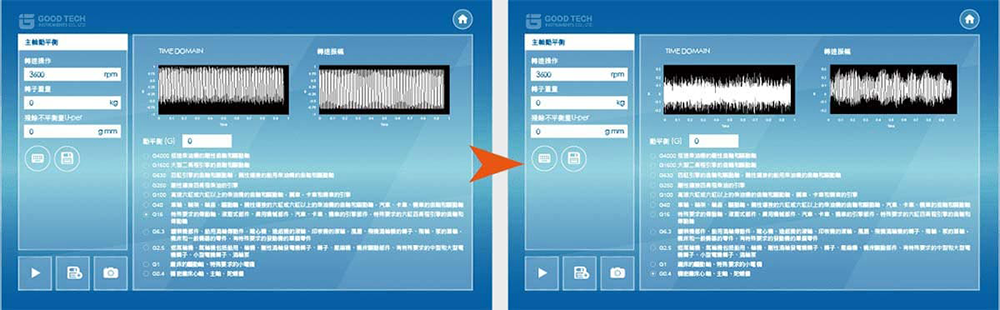
动平衡品质监测
绝大部分的转子机械会做定期的动平衡校正,来避免因动不平衡造成振动量过大因而导致机械损坏,此功能会监控目前旋转转速下的动平衡等级,使用者可设定等级标准,一但等级超出限制,仪器会发出讯息通知。
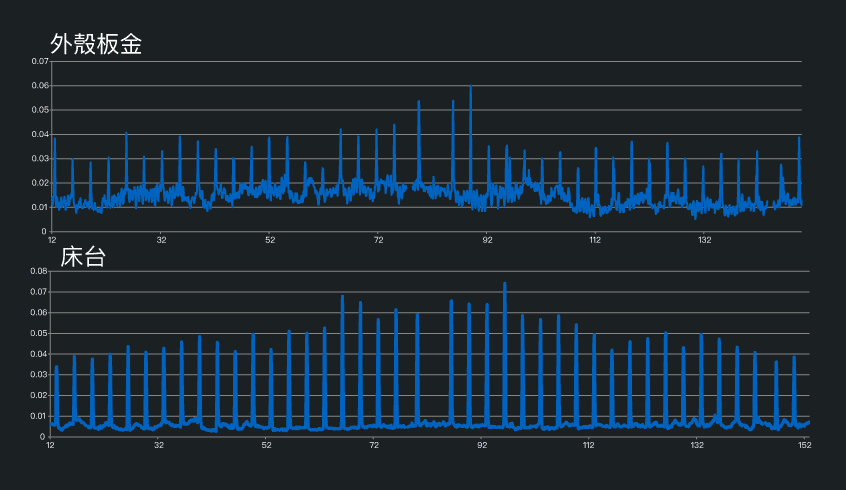
铣床台X 轴工作路径振动纪录
• 每步间隔约3.3-3.4秒
• 可利用间隔与加速度振动讯号来做为X轴动态品质检验依据

机械手臂动态量测-讯号比较
1st与2nd具有相同周期,1st周期内第3.2秒有一明显动态讯号峰值(加速或煞车动作),而2nd并没有,此为明显动态差异,建议做后续确认。
测量结论
VMS-PM 机械动态分析仪是专为工具机设备所设计的振动量测分析仪,藉由机械动态分析仪的各种功能,能够快速排查工具机的各部件状况,进而避免主轴提早损坏、延长各部件的使用寿命,了解工具机状态借以优化制程,达到工具机智能化。
VMS-PM 机械动态分析仪
VMS-PM 机械动态分析仪
辅助工具机智能化