

解决方案

量测仪器

监测系统

物联网
升级为决策能力的智慧工具机
特点说明
工具机心脏 首要控管主轴品质
您的工具机的主轴状态良好吗?主轴是工具机的心脏,因此对于主轴品质的控管要求必须更加严格。
VMS®-PM 机械动态分析仪 可针对各式主轴(包含直结式主轴、齿轮式主轴、皮带式主轴、内藏式主轴等)运转时的振动品质、动平衡状况、主轴工作转速区间共振情况等即时量测,并可当场显示分析结果。

特点说明
製造业工具机各部件品质控管
工具机本身的检验品质外、装机环境、移动结构的速度、各部件的转动速度快慢等皆会造成加工品质的影响。
VMS®-PM 机械动态分析仪 可控管其他主要部件如:皮带轮、齿轮箱等传动机械、各式移动轴的移动品质与机体结构分析等作即时的量测分析,不论是单轴、三轴、五轴加工机、多轴向移动结构、旋转台等移动结构皆能即时判别结果,并可作为工具机设计开发的标准研发工具。

特点说明
内建工具机标准值规范
系统内建所有适用 CNC 工具机标准值规范,除了ISO 10816、ISO 17243、环境微振动标准、ISO 1940 动平衡等级标准、动态分析、多通道分析、自然频率量测功能。
依照 ISO 建议标准规范显示设备状态,分为优良、正常、警告、异常等四种状态,并以不同颜色灯号显示,让使用者更容易判别设备状态。另外固德领先市面上所有监测软体,新增了最新的 ISO 20816 规范,让使用者管理马达转子部件系列更周全。
特点说明
专为 CNC 工具机 定制的分析仪
VMS®-PM 机械动态分析仪携带方便,触控萤幕、四个感测器接口、及 USB 传输孔,供使用者带机随处即量。直觉式操作介面,选定规范对应设备瓦数、大小,使用者不需要专业能力也能够自行检测机台问题。另有平板式 mini版本,提供操作人员进行简易量测分析。

专为
工具机而生
对应产业需求,VMS®-PM 机械动态分析仪即为此而生。针对工具机各式主轴、部件作即时的量测分析,并可以当场显示分析结果,可作为标准的研发工具、品管仪器甚至于在客户端分析除错时的最佳检修工具。
应用范畴
适用于各种加工机品质量测
主轴品质检测
包含直结、齿轮、皮带、内藏式主轴等。利用转子机械非转动部位的振动量测讯号,来评鑑转子。
主轴驱动马达端
设备中有许多动力来源是藉由马达转子传送能量,因此马达转子设备的健康也就关係着机台设备健康。
齿轮箱等複合式机构
要知道设备效率是否优良,必定要知道齿轮等传动装置是否正常,进而让能量能顺利的传达到设备中。
螺杆等驱动移动机构
移动、旋转、往復、停止的过程中等动作皆会有一定程度的振动行为,藉由振动变化来评估製程。
功能说明
UI 功能画面
主轴振动品质检测规范
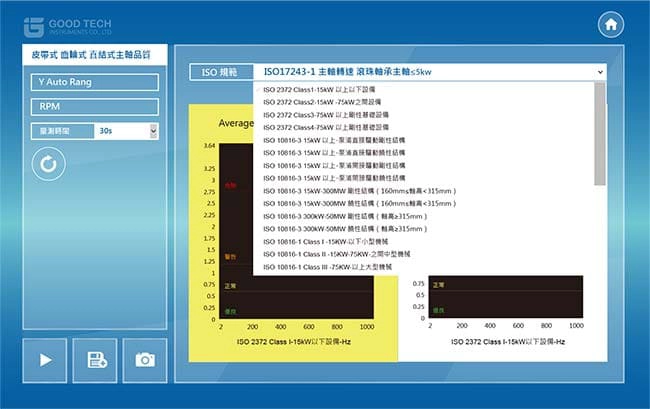
ISO-10816:直结式、齿轮式、皮带式主轴
量测种类:小型转子机械、中型转子机械、大型转子机械
转速区间:120-15000 RPM 测试条件:无负载条件下测试
分类原则:功率、轴高、结构 (饶性 or 刚性)
ISO-17243:内藏式主轴
轴承种类限制:滚动轴承
转速区间:600-30000 RPM 主轴类型:内藏式主轴
测试条件:无负载条件下测试 (无切割、无铣削、无研磨)
分类原则:功率、最高转速、培林型式 (滚珠式、滚柱式)
主轴动平衡管理:ISO 1940
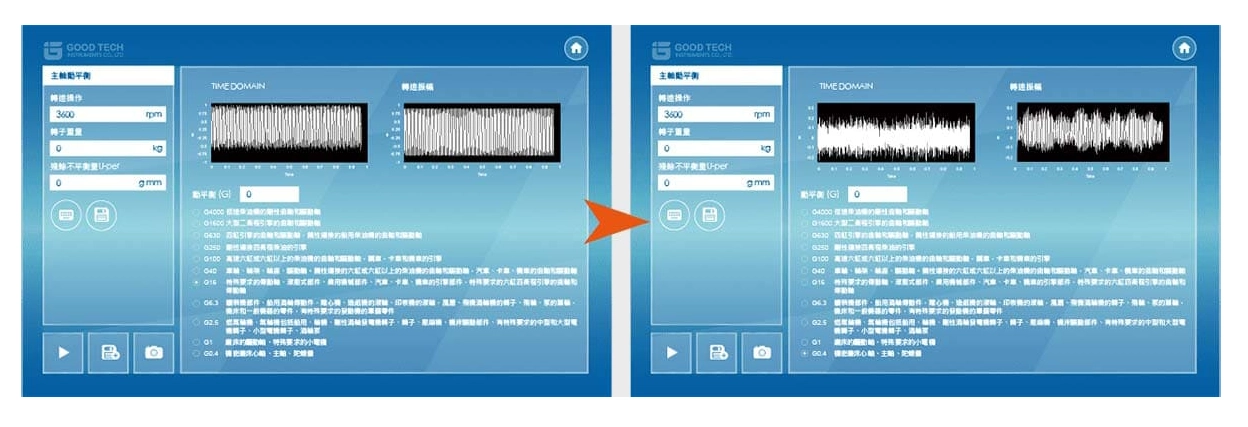
主轴振动不平衡,容易造成刀具磨损或精度误差,而主轴与刀具往往都是属于费用较高的部分,当刀具主轴出现异常,也会进一步造成产品不良率提高及损失。绝大部分的旋转设备、转子机械会做定期动平衡校正,来避免因振动不平衡造成振动量过大导致机械的损坏。
主轴与共振频率影响关係
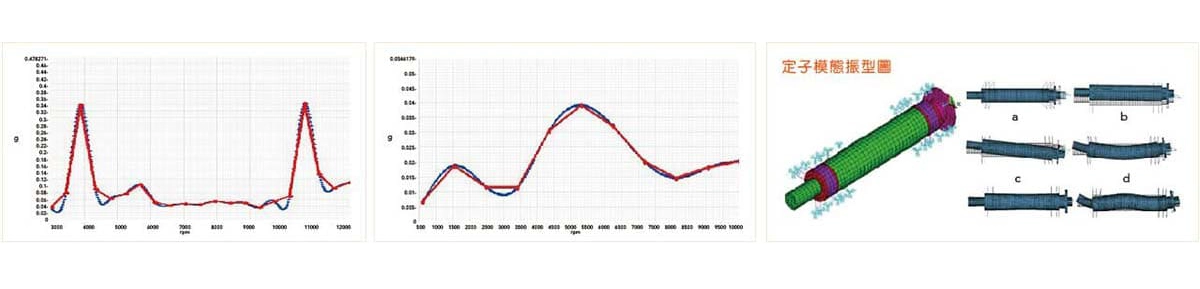
转动设备若存在共振转速,应透过设定参数设定,避免机械操作在引发共振频率之区间动作影响主轴效率。加工机结构由不同部件所组构而成,每一种部件结构所引发的自然频率,彼此相互影响产生的共振问题也会影响主轴的运转与寿命。找出共振区间,避开不适合的操作转速,避免引发共振现象。
工件加工期间动态讯号纪录与差异监控
VMS®-PM 机械动态分析仪
可纪录并监控每个工件加工时的动态讯号週期,相同的工件与刀具相对关係,会产生相似的动态讯号。
若工件或刀具有异常情况时,程式会判别相似度差异过大,因而警告使用者检查工件或刀具异常,并免产生批次的产品异常,节省时间以及异常品成本。
工业 4.0
传产升级
您准备好为工具机升级智慧化了吗?专为工具机设计的可携式的 VMS®-PM 机械动态分析仪,帮助传统製造业厂区智慧化升级工具机 4.0,适用于各种传统产业及各式 CNC 加工製造工具机等。
应用说明
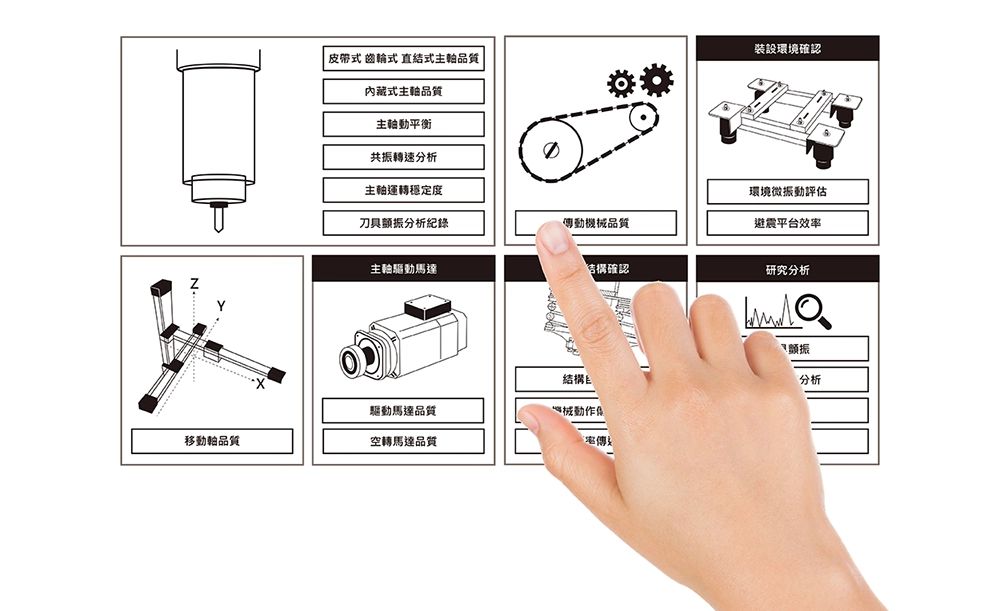
建议量测种类与应用功能
| 量测种类 | 应用功能 |
|---|---|
| 皮带式 齿轮式 直结式主轴品质 | 根据ISO规范量测各式转子主轴的品质状况。 |
| 内藏式主轴品质 | 针对内藏式主轴量测其品质状况。 |
| 主轴动平衡 | 针对旋转状态的主轴,进行动平衡等级与残馀不平衡量的量测确认。 |
| 共振转速分析 | 针对可控转速的主轴,进行量测区间内因转动振动造成的共振现象纪录量测。 |
| 主轴运转稳定度 | 针对主轴运转后随时间变化的振动值量测及频谱分析以检视运转的稳定度。 |
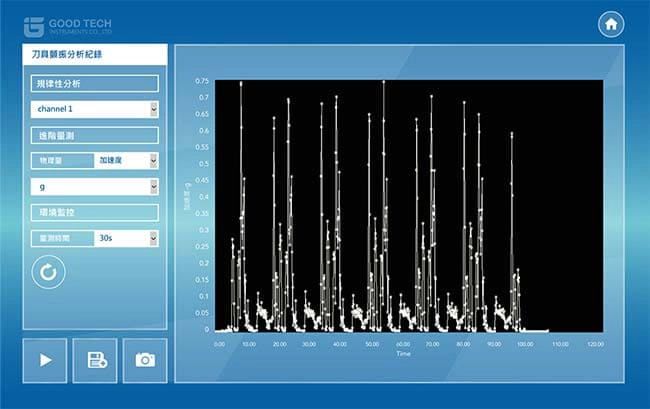
| 刀具颤振分析纪录 | 刀具组装后,检测启动时的振动值即时变化。 |
| 传动机械品质 | 自订变速箱、皮带轮等传动机械振动在规范,可调整频带宽度及允许公差。 |
| 移动轴品质 | 针对移动轴行进间振动值量测,用以评估是否轨道损伤或是驱动异常。 |
| 加速规增益 | 校正加速规功能。 |
| 驱动马达品质 | 根据 ISO 规范,量测各式转子、旋转机械、马达系统的品质状况。 |
| 空转马达品质 | 未上负载的马达品质检测。 |
| 结构自然频率 | 利用二轴,找寻物体所产生的共振频率。 |
| 机械动作传递分析 | 同时间开启多个通道,针对各式振动行为进行振动量测、比较、记录。 |
| 振动频率传递分析 | 振动频谱分析功能,量测时域、频域及各振动单位转换。 |
| 环境微振动评估 | 根据环境振动建议规范参考建议量测振动目标并分类振动等级。 |
| 避震平台效率 | 量测两个加速规探头间讯号差异,可量测振动传递率、相位差等。 |
| 刀具颤振 | 刀具组装后变转速运转,确认振动值与频域变化。 |
| 撞击讯号分析 | 高速振动动态撷取,针对高速冲压机构。 |
| 频谱分析 | 振动频谱分析功能,量测时域、频域及各振动单位转换。 |
| 时频分析 | 时2D、3D振动值时频分析。 |




