
监诊实绩

应用领域

常见问题
晶圆研磨主轴该如何执行量测?
监诊实绩|晶圆研磨主轴该如何执行量测?研磨制程中,深切影响晶圆品质的主轴由于具有护盖外壳量测数据容易有杂讯,该如何执行量测?
半导体研磨制程
半导体研磨制程是半导体制造中的一个重要步骤,通常用于微细化和平整化半导体晶片上的不同层次。半导体研磨的主要目的是制造薄型的晶片层,并确保层之间的平整度和表面品质。尤其以先进封装技术需要更好的散热性能,而研磨可以帮助制造更薄的晶片,同时提高散热性能,改进电子元件的性能。
研磨制程使用研磨机械设备,其中包括研磨盘、主轴、磨料等元件。这些机械设备能够以高精度控制的方式将晶片表面进行微细研磨。而研磨设备中,研磨主轴和主轴马达是两个重要的元件,它们之间的关系对于研磨的效果和制程稳定性至关重要。
研磨主轴的运动需要高度的精确控制,以确保研磨过程中的精度和表面品质。主轴马达应能够提供精确的速度和位置控制,以确保主轴能按照预定的参数进行运动。研磨过程中的振动可能对最终产品的品质产生不良影响。良好的马达应具有低振动和高稳定性,以确保研磨主轴在运动过程中保持平稳。
因此我们藉由管理主轴来确保研磨品质,由于主轴是设备中的核心,具有护盖保护,量测时若将感测器贴于主轴上,容易会有背景值的干扰,该如何执行量测?
监测说明
VMS-PH 设备动态分析仪 + VMS-RM 转子品质管理系统
利用VMS-PH 设备动态分析仪分别在有无负载的状况下运行,找出最适合安装感测器的量测位置,并藉由VMS-RM 转子品质管理系统长时间监测了解设备状态进行趋势化管理及预知保养的依据。
量测状况

1. 无负载静止升速至 30rpm 动态分析比较
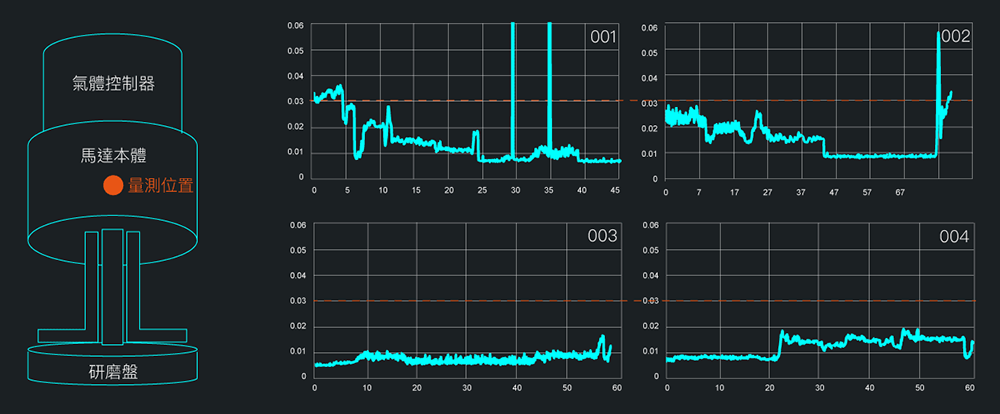
结果:排除背景跳动因素马达本体运转皆低于 0.03,可作为负载量测比对位置
2.有负载动态分析比较
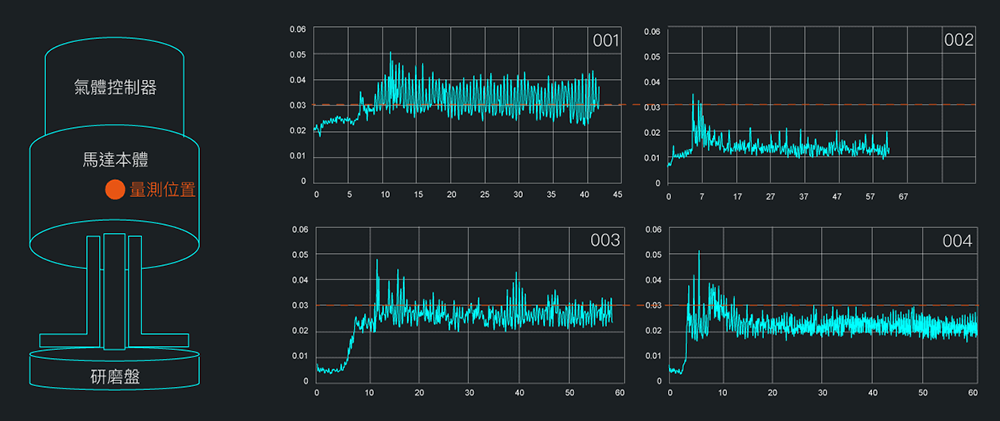
结果:从静止开始下压研磨的动态分析比较,以0.03 做门槛。
可得知001振动较大、002 最小,H1 > H3 > H4 > H2
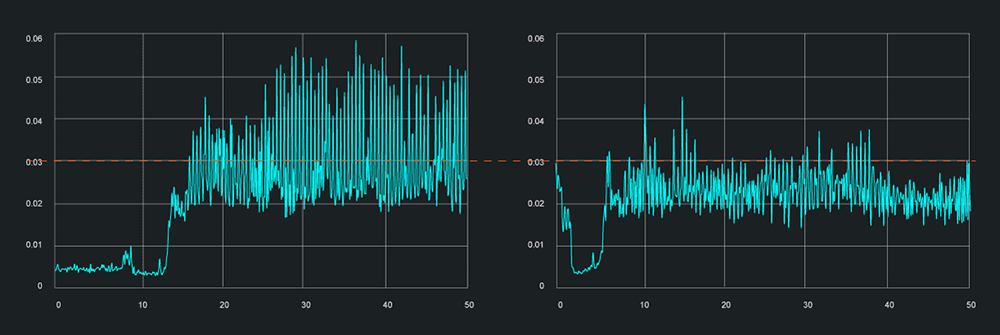
3.有负载研磨液不同动态分析比较(量测位置:马达本体)
研磨介质: 水

研磨介质:研磨液

结果:研磨液的动态讯号略大于水。
4.有负载研磨液维修前后动态分析比较(量测位置:马达本体)
结果:维修后已降至0.03mm/s !
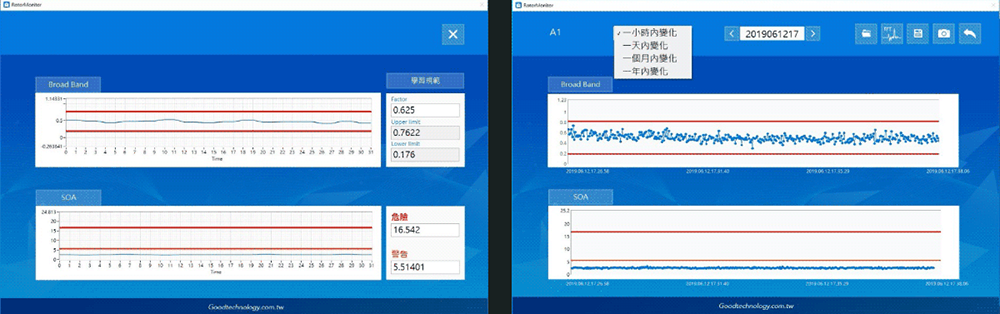
5.机台工作状况趋势化管理
测量结论
主轴护盖轴向由于背景干扰,因此马达本体为最佳量测位置。离主轴最近,可清晰得到研磨讯号。另外,研磨液的动态讯号略大于水。
利用RM学习当下机台振动Broadband值、频谱量作为监控依据。随着机台运行的变化进行工作状况趋势化管理,能够提早发现机台变化,并提供预知保养的依据。
转子健康监测系统有线式