了解更多上片機品質監測物聯網?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682


解決方案

量測儀器

監測系統

物聯網
上片伺服軸與吸嘴壓力監測
為什麼需要?
上片機動作異常?

牽一髮而動全身的利害關係
固晶製程中的上片機負責將整片晶圓上的晶片進行分離,並將這些晶片放置於封裝基板上。因此其定位需能提供微米級別的高精度控制及穩定度。
上片機的各向移動軸運行屬於高強度的連續過程,當馬達運行不穩定或出現故障,將會導致晶圓上片定位不準確,影響整批的產品質量、造成廢品及產線停滯。
需要同時精確掌握吸力與壓力
在上片機的 Pick & Place 過程中,吸嘴依靠真空壓力產生吸附力,將晶圓或晶片從一處移動到另一處。真空壓力的大小直接決定了吸嘴的吸附能力。在吸嘴與晶圓表面接觸時,需要施加適當的接觸壓力以確保穩固抓取。
過小的壓力可能導致吸附不牢,而過大的壓力可能會晶粒損壞,導致產品缺陷和損耗。
為什麼需要?
氣壓缸品質影響對位?
氣壓缸失常,產品報廢!
在上片段中,氣壓缸施加的壓力確保了焊料均勻分佈,並且焊點形成牢固的連接。氣壓缸發生的異常的原因有很多,例如因為油氣污染或閥體磨損所造成的閥芯堵塞、軸心不對中所造成的氣壓缸不作動、異物進入所造成的拉缸現象等。
當氣壓缸作動不穩定時,可能會導致 Die 的對位不準確,影響電氣連接,最終導致產品功能失效。

特點說明
確保上片機移動軸品質
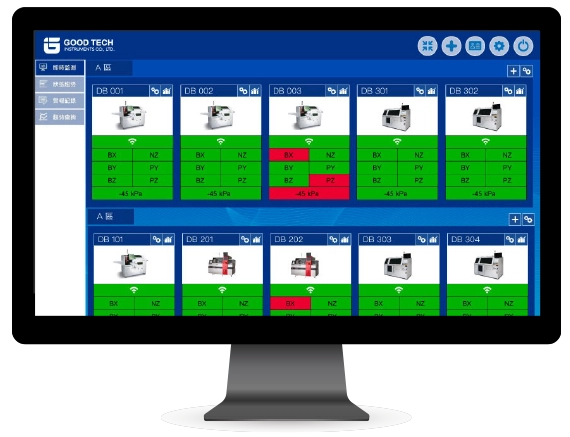
各軸電流訊號異常顯示紅燈

外接電流鉤表 sensor ,不須與設備訊號對接! 立即開始,監測 X、Y、Z 馬達電流訊號。
上片機的各向移動軸馬達帶動了Bond Head的移動,馬達穩定運行,移動軸就能穩定工作。當馬達發生了潤滑不足、卡阻磨損等都會增加了機械阻力,導致馬達需要更多電流來保持功率輸出,因此造成馬達運轉時電流大幅上升發生異常振動。
因此,我們藉由DB-IoT 上片機品質監測物聯網監測移動軸電流變化來發現初期的異常,並及時處理,以確保上片機的各向移動軸運行穩定。
透過監測運動軸電流訊號,發現初期異常!
特點說明
人機比大幅升高趨勢,有效提升管理效率

DB-IoT 上片機品質監測物聯網統一整合上片機台的即時狀況,工程師或作業員不再需要長時間待在機台旁邊,而是集中在各站情室中心,若機台出現告警通知時再進行排除作業,能夠空出雙手作更有價值的事。
機台統一整合監測,即時告警通知!
特點說明
排定維護優先順序
廠區為了需要滿足客戶訂單及市場需求,任何停機維護都可能影響生產計畫或導致產量下降。因此機台安排維護排程時,需要優先考慮最重要或最緊急的程度。
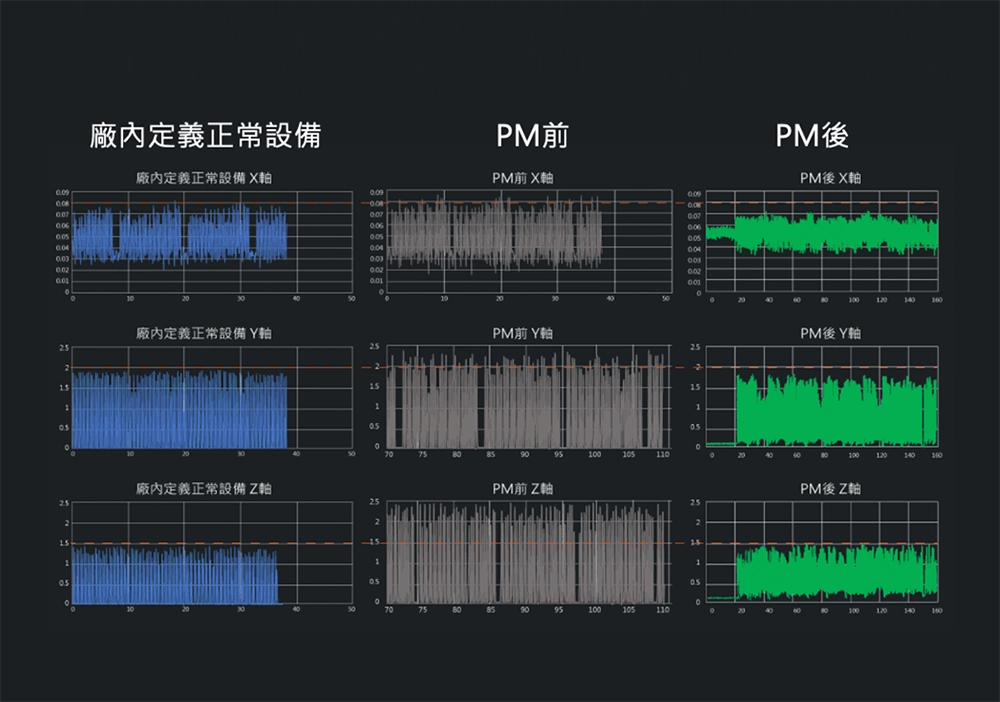
DB-IoT 上片機品質監測物聯網以紅綠燈方式為機台顯示判定結果,使用者可藉此排程保養,並且系統提供趨勢圖,使用者可藉由趨勢圖比較回廠後的效益。
預知保養的依據與回廠效益比較!
特點說明
判定維修位置
上片機由複雜的機械部件組成,不同系統之間高度的交互作用,導致故障原因的複雜化,增加了判定維修位置的困難。該如何快速判定故障位置,縮短維修工時?
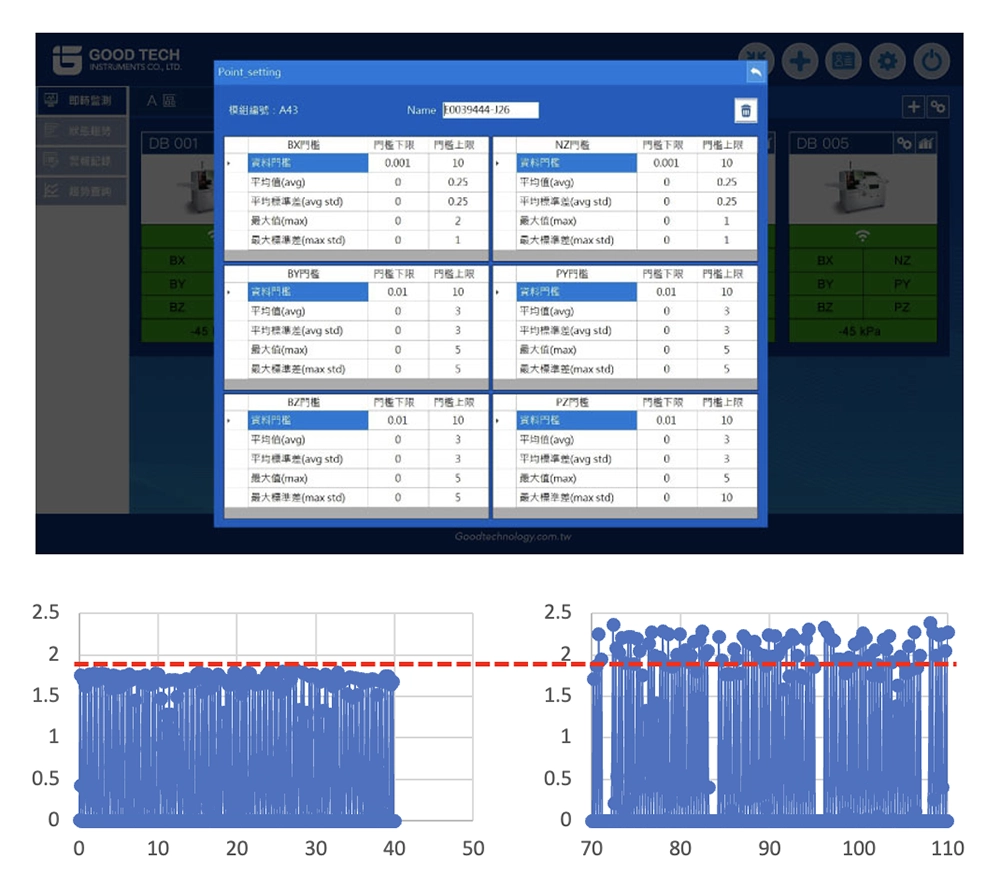
DB-IoT 上片機品質監測物聯網可自行設定門檻管理,並且各軸向都有獨自的顯示狀態,除了能了解機台運行的電流變化,更可以得知需要維修的軸向位置,幫助縮短查修工時。
可自訂門檻並顯示異常軸向!
特點說明
界定負壓異常與門檻設定
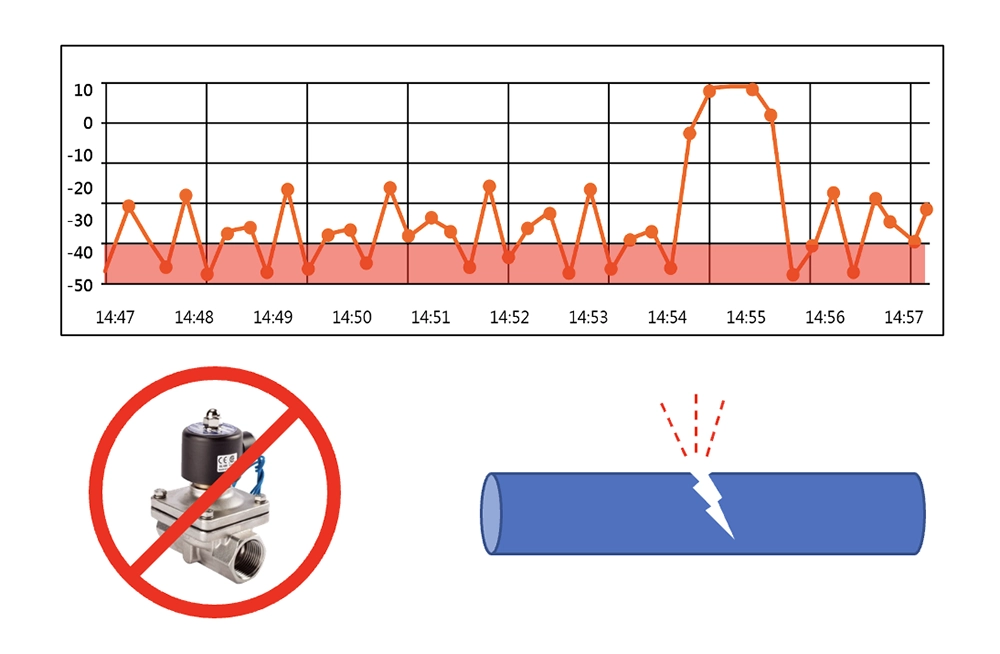
壓力異常有可能電磁閥損壞 or 管路破損
上片機的吸嘴由於壓力調節不穩定,可能會導致吸嘴壓力不足無法有效吸住晶圓,或是因為壓力過大導致晶圓被內裂,將影響後續製程的正常運作及產品品質。
· 每次動作皆存取數據檔,提供日後異常分析
· 以動態流程區間做趨勢圖,作為第二種異常判別標準
DB-IoT 上片機品質監測物聯網在固定時間點內,確認是否有觸發動作,提取負壓特徵值,並由此特徵值設置門檻,如:負壓最小值高於-40視為負壓異常,因此壓力異常有可能電磁閥損壞或管路破損。
提取特徵值並建立門檻!
特點說明
移動軸品質數據精煉並長期紀錄

詳細記錄異常位置與時間
為確保每次吸附和搬運動作一致,保持產線高效運行。當上片機出現動作異常時,需要立即進行排查,為減少動作錯誤和失敗率,提高生產效率,需要詳細數據進行分析。
透過DB-IoT 上片機品質監測物聯網能追溯詳細數據紀錄,藉由分析數據、動作頻率,有助於迅速定位故障原因、縮短故障排除時間,幫助使用者做出更好的決策。
幫助定位故障原因,快速排查!
應用範疇
晶粒對位上片製程監測

Support
其他半導體領域相關


了解更多上片機品質監測物聯網?
*索取簡介 掃描 QRcode 或輸入 LINE ID 搜尋:@grj4308r或來電 (03)356-1682