
実績

応用分野

質問集
工場内に多数の工作機械がある場合、どのように保守の優先順位を決めるべきか?
実績|工場内に多数の工作機械がある場合、どのように保守の優先順位を決めるべきか?各種自動化設備の中で、モーターの数は最も多く使用されています。特に工作機械の制御精度を考えると、サーボモーターやステッピングモーターが主流です。多数の工作機械をどのように効果的かつ迅速に検査し、適切な修理スケジュールを立てるべきでしょうか?
サーボモーターの動作原理
各種自動化設備の中で、モーターの数は最も多く使用されています。特に工作機械の制御精度を考えると、サーボモーターやステッピングモーターが主流です。
では、サーボモーターとは何でしょうか?
サーボモーター(Servomotor)は、直流(DC)と交流(AC)の2種類に分類され、応答速度が速く、短時間で 2000rpm 以上の回転数に達することが可能です。
サーボモーターの動作特性として、位置制御と速度制御を行うことができる点が挙げられます。その主な特徴は、回転速度を精密に制御できること、広範囲な速度調整が可能であること、安定して滑らかに一定の速度で運転できることにあります。また、必要に応じて即座に速度変更を行うこともできます。
低速域でも安定した回転を維持し、正転・逆転の切り替えや加減速を迅速に行えます。静止状態から動作状態、またはその逆へ切り替える際の遅延が非常に短く、外力の影響を受けても位置を維持することが可能です。定格出力の範囲内で瞬時に大トルクを発生させることができ、高出力・高効率の動作を実現します。
出典:ウィキペディア

ソリューションと監視の説明
VMS-PH 動的品質解析装置
VMS-PH 動的品質解析装置を使用し、サーボモーターやリニアガイドの動作信号を比較し、その結果を基にメンテナンススケジュールを決定します。
測定状況
1. 測定位置:リニアガイド左側の駆動モーター、垂直方向。
測定機械:A、B、C、D、E、F、G、H。
測定目的:サーボモーターの品質確認。
2. 測定位置:リニアガイド右側の水平方向。
測定機械:A、B、C、F、G、H。
測定目的:リニアガイドの品質確認。
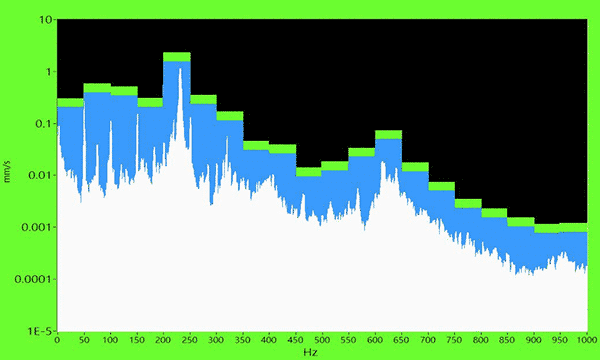
スペクトル分析:スマートスペクトルしきい値を使用し、機械の稼働状況を管理。
1. X軸リニアガイド左側の駆動モーター筐体、垂直方向の測定ポイント
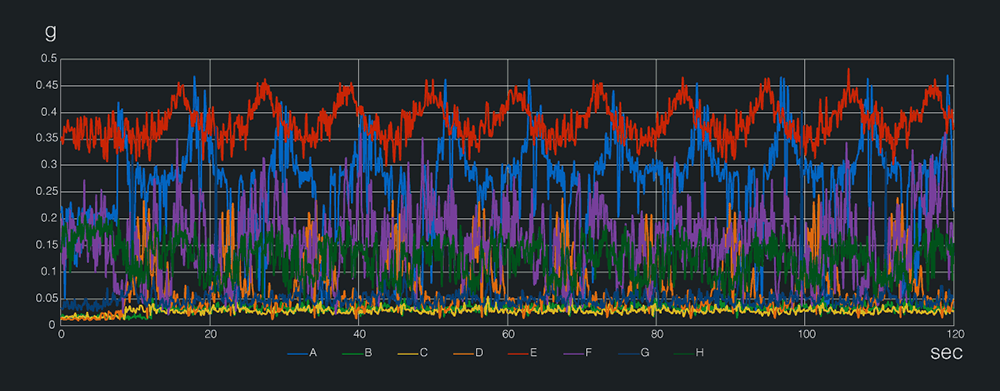
サーボモーターの品質
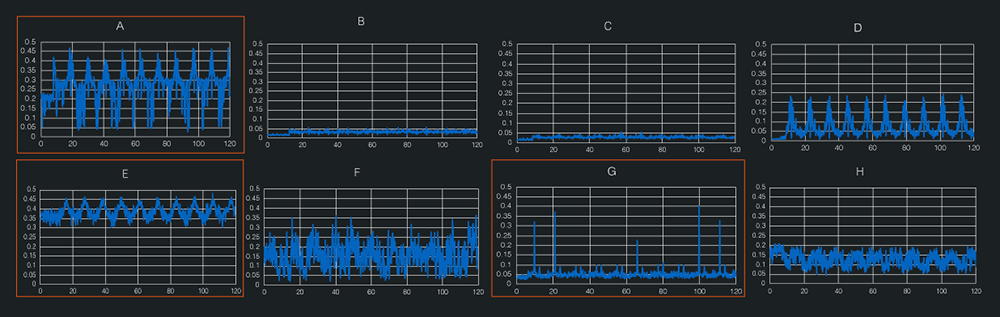
結果:A および E のサーボモーターの振動量が大きく、G には異常な特徴的な信号が見られました。
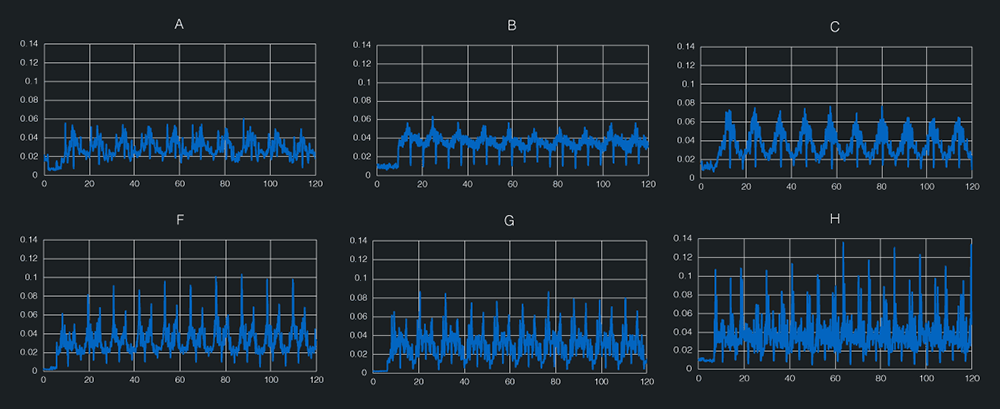
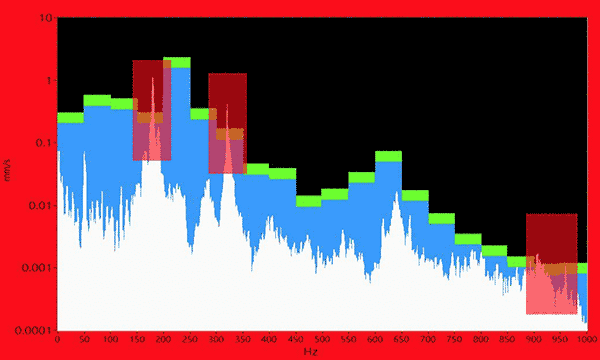
2. X軸リニアガイド水平方向の測定ポイント
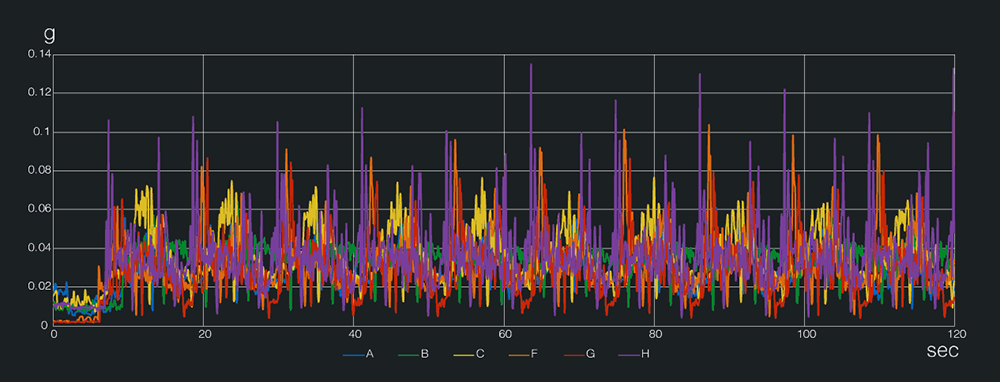
リニアガイドの品質
結果:リニアガイドの品質動的分析:HFGCBA
スマートスペクトルしきい値検出機能
異常スペクトル検出アラーム
X軸ごとに各機械のスマートしきい値を設定可能。異常な周波数振動が発生した場合、その差異を即座に検出できます。
測定結論
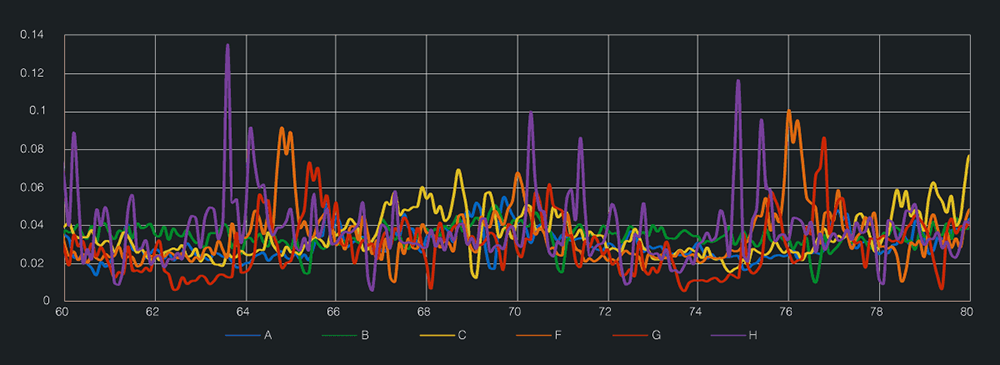
X軸リニアガイドのしきい値 g 値を 0.08 に設定した場合
H が最大、次に F、G の順となり、これら3台の g 値は他の測定機械より大きく偏っています。H の状態を最優先で確認することを推奨します。
X軸の測定ポイントとしては右側の水平方向で測定するのが適しており、今回の測定対象機械において X軸の動的分析は HFG から開始することが望ましいでしょう。
X軸の垂直方向の測定ポイントは、各機械のサーボモーターの動的信号の比較に使用可能
A、E の振動が最大で、G には異常な特徴的な信号が見られました。
スペクトル解析を実施することで、機械の周波数領域をより詳細に分析できます。
スマートしきい値を設定することで、周波数領域の違いを迅速に識別し、機械の状態変化を把握できます。
高精度機器向けに設計された振動測定・分析装置で、スペクトル分析、時周波分析、振動伝達率、動的分析などの機能を搭載しています。
機械のトラブルシューティングが必要な際、その場で測定・分析が可能であり、迅速かつ正確に異常の原因を特定することができます。

VMS-PH
設備の問題点を正確に特定